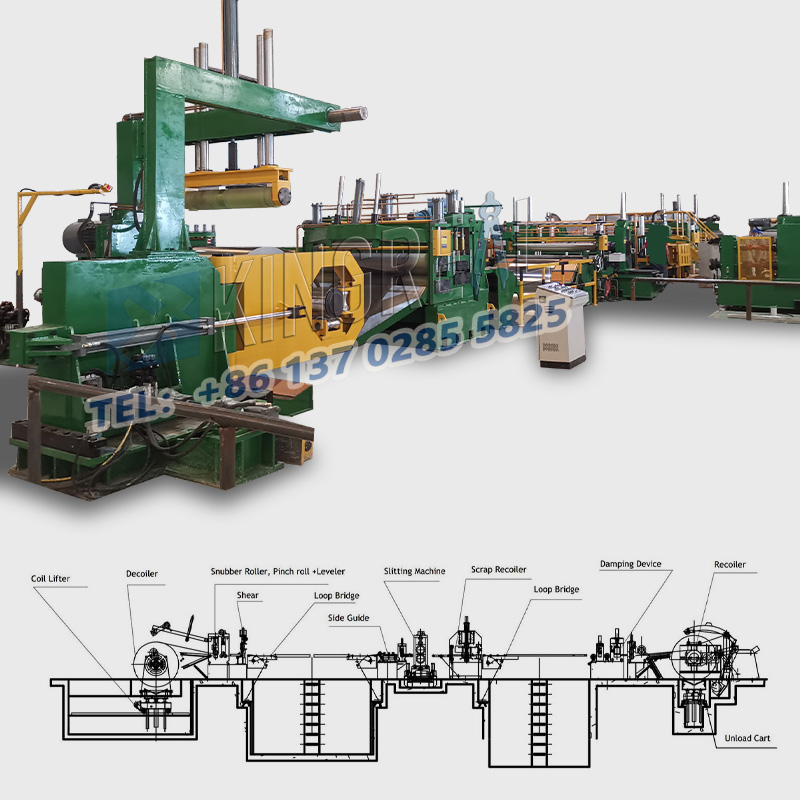
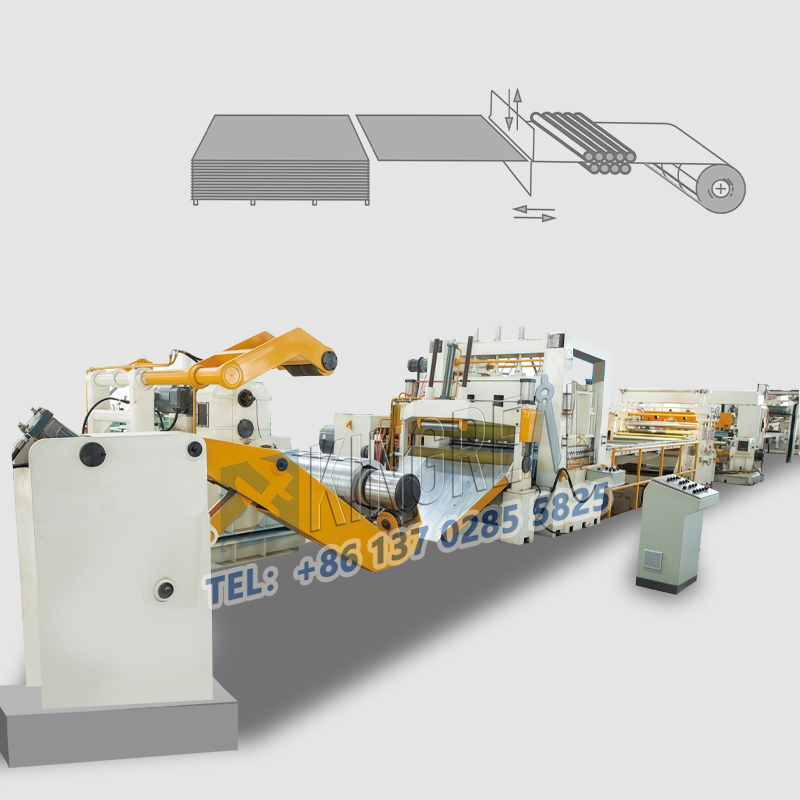
Longitudinal shear coil slitting machineສ່ວນໃຫຍ່ແມ່ນຖືກນໍາໃຊ້ໃນການນໍາໃຊ້ແຜ່ນເຫຼັກກ້າຊິລິໂຄນ, ແຜ່ນອາລູມິນຽມ, ມ້ວນ galvanized, ສະແຕນເລດ, ເຫຼັກກາກບອນທໍາມະດາແລະແຜ່ນເຫຼັກອື່ນໆແລະເສັ້ນດ່າງຂອງວັດສະດຸແຜ່ນຕາມຄວາມຍາວຂອງ slitting ເຂົ້າໄປໃນແຖບຂະຫນາດນ້ອຍຈໍານວນຫນຶ່ງ. ເຄື່ອງ slitting ໂລຫະ shear ຕາມລວງຍາວໃນຂອບເຂດຈໍານວນຫນຶ່ງຍັງເອີ້ນວ່າ shear ຕາມລວງຍາວ, ເຄື່ອງ slitting, shear ມ້ວນ, shear ແຜ່ນ, ເຄື່ອງ slitting.

ລາຍລະອຽດການທໍາງານ: ເຄື່ອງ slitting ແລະເຫຼັກໄດ້ຖືກນໍາໃຊ້ເພື່ອ slitting ແຜ່ນເຫຼັກ silicon, ແຜ່ນອາລູມິນຽມ, ມ້ວນ galvanized, ສະແຕນເລດ, ເຫຼັກກາກບອນທໍາມະດາແລະແຜ່ນ coil ອື່ນໆເຂົ້າໄປໃນແຖບຂະຫນາດນ້ອຍຫຼາຍເສັ້ນຕາມທິດທາງຄວາມຍາວ. ເຄື່ອງ slitting shear ຕາມລວງຍາວປະກອບດ້ວຍ shafts ມີດເທິງແລະຕ່ໍາແລະຄົງທີ່, ໂຄງສ້າງຍົກ synchronized. plaque ແມ່ນໂຍນ, ການປິ່ນປົວຜູ້ສູງອາຍຸ, ເຄື່ອງເຈາະຄວາມແມ່ນຍໍາຂອງເຄື່ອງຈັກ. shafts cutter ເທິງແລະຕ່ໍາໄດ້ຖືກປຸງແຕ່ງລະອຽດໂດຍຜ່ານຂະບວນການຈໍານວນຫຼາຍ, ເຊັ່ນ: ການຫັນເປັນ, ການປິ່ນປົວຄວາມຖີ່ສູງ, grinding, chrome-plating ແລະຫຼັງຈາກນັ້ນ grinding.
ດັ່ງນັ້ນສິ່ງທີ່ເປັນປັດໃຈທີ່ມີຜົນກະທົບຂະຫນາດ slitting ໃນລະຫວ່າງການປະຕິບັດງານຂອງເຄື່ອງ slitting ໄດ້?
1. ໃນຂະບວນການປະຕິບັດງານຂອງອຸປະກອນເຄື່ອງ slitting, ຖ້າຫາກວ່າມີບັນຫາຂອງ oscillation transverse ຂອງເຄື່ອງມື, ຫຼັງຈາກນັ້ນມັນຈະນໍາໄປສູ່ການຜະລິດຂອງຂະຫນາດທີ່ບໍ່ດີ, ເຊັ່ນ: oscillation transverse ຂອງເຄື່ອງມືແລະເສັ້ນຜ່າກາງນອກຂອງເຄື່ອງມື. ຂະຫນາດແມ່ນແຕກຕ່າງກັນແລະບໍ່ດີ. ເນື່ອງຈາກວ່າມູນຄ່າຂອງ oscillation transverse ຂອງເຄື່ອງມືບໍ່ສາມາດເປັນສູນ. ເຫດຜົນແມ່ນຄວາມຜິດພາດຄວາມຖືກຕ້ອງຂອງຄວາມຫນາຂອງເຄື່ອງມື, ເສັ້ນຜ່າກາງພາຍໃນ, ຄວາມກວ້າງຂອງແຂນ spacer, ແລະອື່ນໆ, ແລະການ warping ຜະລິດໂດຍຄວາມກົດດັນຂ້າງຄຽງໃນລະຫວ່າງການ shearing ຂອງແຜ່ນຫນາ.
2. ໃນລະຫວ່າງການຜະລິດອຸປະກອນເຄື່ອງຕັດເຫຼັກ, ມີບັນຫາຂອງ warpage transverse ຂອງແຜ່ນເຫຼັກ, ຊຶ່ງເຮັດໃຫ້ຂະຫນາດ width ບໍ່ດີ. ນີ້ແມ່ນເນື່ອງມາຈາກຄວາມຈິງທີ່ວ່າການວັດແທກຂອງການຕັດຜະລິດຕະພັນຢູ່ໃນສະຖານະຂອງ warpage transverse ແມ່ນຂະຫນາດໃຫຍ່ກ່ວາມູນຄ່າການຕັ້ງຄ່າຂອງເຄື່ອງຕັດ.
3.Due ການດໍາເນີນງານການຜະລິດຂອງອຸປະກອນເຄື່ອງ slitting, ມີຄວາມຜິດພາດການຈັບຄູ່ທີ່ແນ່ນອນໃນຊຸດ spacer ແລະ knives. ຄວາມຜິດພາດສະສົມຈະໃຫຍ່ຂຶ້ນເມື່ອຈໍານວນຕ່ອນໃຫຍ່ກວ່າເມື່ອມີດຖືກຈັບຄູ່. ນີ້ແມ່ນເນື່ອງມາຈາກການຕັ້ງຄ່າທີ່ບໍ່ດີຂອງຄວາມທົນທານດ້ານເທິງ. ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະຮູ້ວ່າຄວາມກວ້າງຂອງຜະລິດຕະພັນທີ່ຖືກຕັດໂດຍເຄື່ອງຕັດແມ່ນສະເຫມີຕ່ໍາກວ່າຂະຫນາດຂ້າງຜະລິດຕະພັນຂອງມີດ.
ດັ່ງນັ້ນ, ມັນຈໍາເປັນຕ້ອງໄດ້ຄາດຄະເນຂອບເຂດຂອງຄວາມແຕກຕ່າງນີ້ລ່ວງຫນ້າ. ນີ້ແມ່ນຫມາຍເຖິງໃນເວລາທີ່ກໍານົດຂະຫນາດຂອງດ້ານຜະລິດຕະພັນຂອງ spacer ເວລາມີດ. ວິທີການຕັດທີ່ຖືກນໍາໃຊ້ຍັງຖືກພິຈາລະນາ. ໃນການສົມທຽບ, ຖ້າຫາກວ່າອຸປະກອນເຄື່ອງ slitting ຮັບຮອງເອົາປະເພດດຶງຊື່, ຄວາມກົດດັນຂອງທໍ່ເຫຼັກແມ່ນເພີ່ມຂຶ້ນ, warpage ທາງຂວາງຈະຫາຍໄປ, ແລະຂະຫນາດຍັງຈະຫຼຸດລົງຄວາມແຕກຕ່າງ.