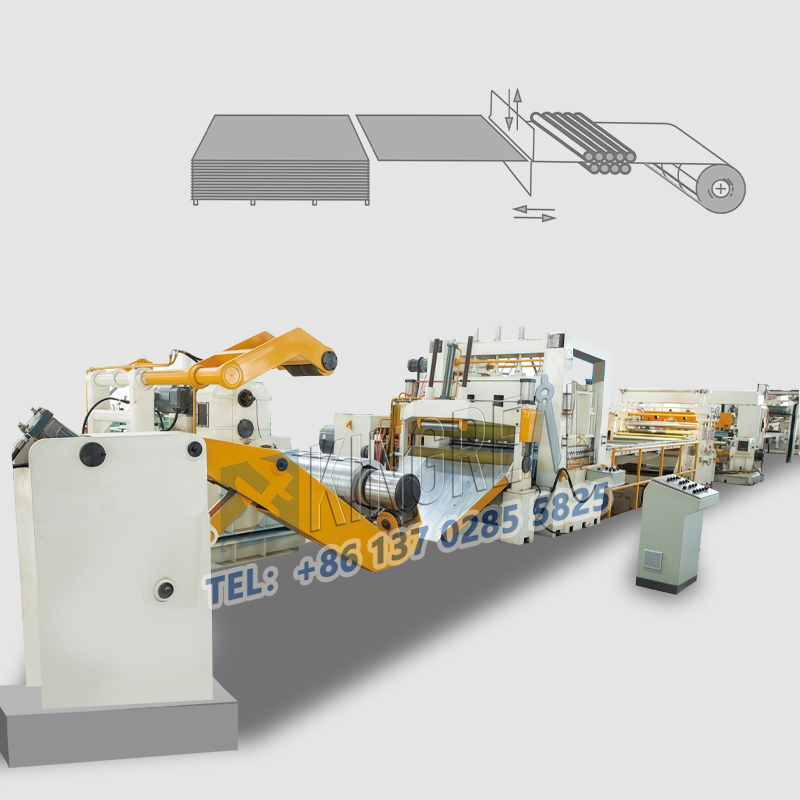
ເຄື່ອງ Slitter ເຫຼັກກ້າແມ່ນເຄື່ອງທີ່ໃຊ້ເພື່ອຕັດລວດໂລຫະກວ້າງ (ເຊັ່ນ: ເຫຼັກກ້າ, ອາລູມິນຽມ, ທອງແດງ, ແລະອື່ນໆ) ເຂົ້າໄປໃນແຖບແຄບຫຼາຍເສັ້ນຕາມທິດທາງຕາມລວງຍາວ. ແຖບແຄບເຫຼົ່ານີ້ສາມາດຖືກນໍາໃຊ້ໃນຂະບວນການຜະລິດແລະເຄື່ອງຈັກຫຼາຍຊະນິດ, ເຊັ່ນ: ການຜະລິດຊິ້ນສ່ວນລົດໃຫຍ່, ການຜະລິດເຄື່ອງໃຊ້ໄຟຟ້າ, ວັດສະດຸກໍ່ສ້າງ, ແລະອື່ນໆ. ເຄື່ອງ slitting ໂລຫະບັນລຸການດໍາເນີນງານທີ່ຊັດເຈນໂດຍຜ່ານມີດຕັດແລະອຸປະກອນຊ່ວຍ.

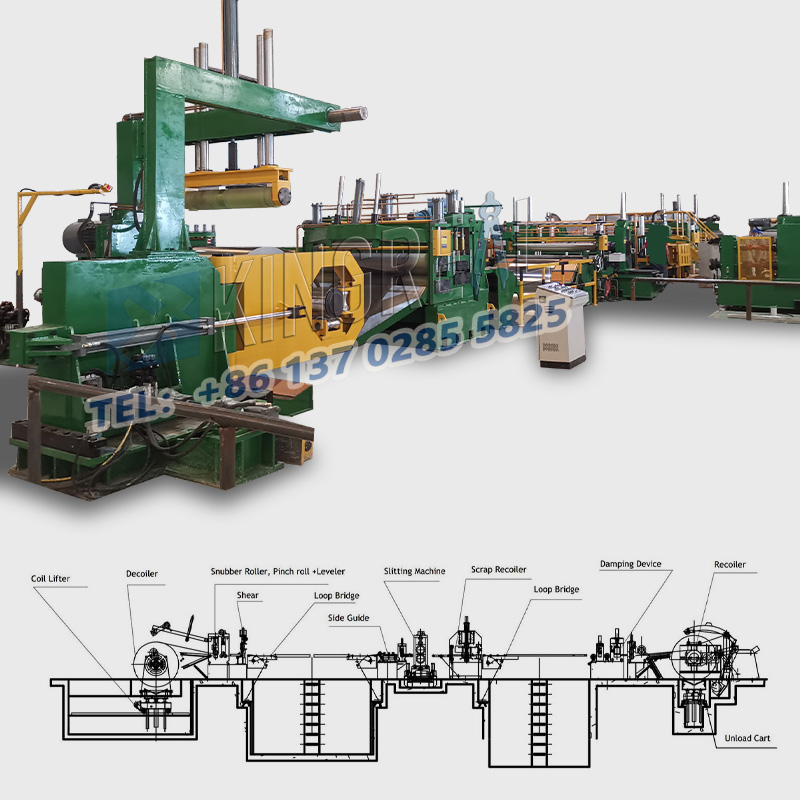
ອົງປະກອບຂອງ ກເຄື່ອງຕັດໂລຫະ
ອຸປະກອນ unwinding: unrolls ແລະການຂົນສົ່ງ coils ໂລຫະກວ້າງໄປຫາ inlet ຂອງເຄື່ອງ slitting ໄດ້.
ອຸປະກອນນໍາພາ: ຮັບປະກັນວ່າວັດສະດຸຍັງຄົງຄົງທີ່ແລະຢູ່ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງໃນລະຫວ່າງຂະບວນການຕັດ.
ລະບົບການຕັດ: ປະກອບດ້ວຍຈໍານວນຂອງມີດແຜ່ນທີ່ຕັດມ້ວນໂລຫະເປັນຈໍານວນຂອງແຖບແຄບຕາມຄວາມກວ້າງ preset ໄດ້.
ອຸປະກອນ winding: rewinds ແຖບແຄບຕັດເຂົ້າໄປໃນ coils ສໍາລັບການປຸງແຕ່ງຕໍ່ໄປແລະການຂົນສົ່ງ.
ລະບົບຄວບຄຸມຄວາມເຄັ່ງຕຶງ: ຮັບປະກັນວ່າວັດສະດຸຮັກສາຄວາມກົດດັນທີ່ເຫມາະສົມໃນລະຫວ່າງການຂະບວນການຕັດເພື່ອປ້ອງກັນການຫົດຕົວຂອງວັດສະດຸຫຼື wrinkling.
Edge Material Handling System: ຈັບວັດສະດຸແຂບທີ່ຜະລິດໃນລະຫວ່າງຂະບວນການຕັດ, ໂດຍປົກກະຕິໂດຍຜ່ານລະບົບການແປນແລະການລວບລວມ. ອຸປະກອນ Unwinding: ຖອດມ້ວນແລະຂົນສົ່ງທໍ່ໂລຫະກວ້າງໄປຫາ inlet ຂອງເຄື່ອງ slitting.
ອຸປະກອນນໍາພາ: ຮັບປະກັນວ່າວັດສະດຸຍັງຄົງຄົງທີ່ແລະຢູ່ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງໃນລະຫວ່າງຂະບວນການຕັດ.
ລະບົບການຕັດ: ປະກອບດ້ວຍຈໍານວນຂອງມີດແຜ່ນທີ່ຕັດມ້ວນໂລຫະເປັນຈໍານວນຂອງແຖບແຄບຕາມຄວາມກວ້າງ preset ໄດ້.
ອຸປະກອນ winding: rewinds ແຖບແຄບຕັດເຂົ້າໄປໃນ coils ສໍາລັບການປຸງແຕ່ງຕໍ່ໄປແລະການຂົນສົ່ງ.
ລະບົບຄວບຄຸມຄວາມເຄັ່ງຕຶງ: ຮັບປະກັນວ່າວັດສະດຸຮັກສາຄວາມກົດດັນທີ່ເຫມາະສົມໃນລະຫວ່າງການຂະບວນການຕັດເພື່ອປ້ອງກັນການຫົດຕົວຂອງວັດສະດຸຫຼື wrinkling.
Edge Material Handling System: ຈັດການວັດສະດຸແຂບທີ່ຜະລິດໃນລະຫວ່າງຂະບວນການຕັດ, ໂດຍປົກກະຕິຜ່ານລະບົບການແປນແລະການລວບລວມ.

ສາຍການຜະລິດເຄື່ອງຕັດໂລຫະອາດຈະພົບບັນຫາຕ່າງໆໃນລະຫວ່າງການປະຕິບັດງານ. ນີ້ແມ່ນບາງບັນຫາທົ່ວໄປ ແລະວິທີແກ້ໄຂຂອງເຂົາເຈົ້າ:
1. ການຕັດແຂບທີ່ບໍ່ສະເຫມີກັນ
ເຫດຜົນ: ເຄື່ອງມືສວມໃສ່, ການຕິດຕັ້ງເຄື່ອງມືທີ່ບໍ່ຖືກຕ້ອງ, ຄວາມຫນາຂອງວັດສະດຸທີ່ບໍ່ສະເຫມີກັນ.
ການແກ້ໄຂ: ການກວດສອບເປັນປົກກະຕິແລະການທົດແທນມີດ, ເຮັດໃຫ້ແນ່ໃຈວ່າມີດໄດ້ຖືກຕິດຕັ້ງຢ່າງຖືກຕ້ອງ, ເລືອກການເກັບກູ້ມີດທີ່ເຫມາະສົມ, ແລະເຮັດໃຫ້ແນ່ໃຈວ່າຄວາມຫນາຂອງອຸປະກອນການແມ່ນ.
2. ການບ່ຽງເບນວັດສະດຸໃນລະຫວ່າງການຂະບວນການ slitting
ເຫດຜົນ: ຄວາມລົ້ມເຫຼວຂອງອຸປະກອນການນໍາພາ, ຄວາມກົດດັນບໍ່ສະເຫມີພາບຂອງວັດສະດຸ, ບັນຫາຂອງ coil ຕົວຂອງມັນເອງ.
ການແກ້ໄຂ: ກວດເບິ່ງອຸປະກອນນໍາພາແລະປັບມັນ, ປັບຄວາມເຄັ່ງຕຶງຂອງວັດສະດຸເພື່ອໃຫ້ແນ່ໃຈວ່າມ້ວນວັດສະດຸແມ່ນແຫນ້ນແຫນ້ນແລະແມ້ກະທັ້ງ.
3. ຂະໜາດຕັດບໍ່ສອດຄ່ອງ
ເຫດຜົນ: ການຕິດຕັ້ງເຄື່ອງມື slitting ບໍ່ຖືກຕ້ອງ, ຂາດຄວາມແມ່ນຍໍາຂອງອຸປະກອນ.
ການແກ້ໄຂ: Calibrate ເຄື່ອງມື slitting ແລະຮັກສາອຸປະກອນເປັນປົກກະຕິເພື່ອຮັບປະກັນຄວາມແມ່ນຍໍາຂອງອຸປະກອນ.
4. ຮອຍຂີດຂ່ວນຂອງພື້ນຜິວ
ເຫດຜົນ: ຄວາມຄົມຊັດຂອງເຄື່ອງມືບໍ່ພຽງພໍ, ຄວາມບໍ່ສະອາດຢູ່ດ້ານວັດສະດຸ.
ການແກ້ໄຂ: ຮັກສາເຄື່ອງມືທີ່ແຫຼມ, ທໍາຄວາມສະອາດດ້ານອຸປະກອນການແລະສະພາບແວດລ້ອມສາຍການຜະລິດເພື່ອຫຼີກເວັ້ນການ impurities.
5. ການສັ່ນສະເທືອນຂອງອຸປະກອນມີຂະຫນາດໃຫຍ່ເກີນໄປ
ເຫດຜົນ: ຄວາມບໍ່ສົມດຸນຂອງເຄື່ອງມື, ການສວມໃສ່ຫມີ, ການຕິດຕັ້ງອຸປະກອນບໍ່ຫນັກແຫນ້ນ.
ການແກ້ໄຂ: ກວດສອບແລະການດຸ່ນດ່ຽງເຄື່ອງມື, ທົດແທນການ bearings ເປັນປົກກະຕິ, ແລະເຮັດໃຫ້ແນ່ໃຈວ່າອຸປະກອນໄດ້ຮັບການຕິດຕັ້ງຢ່າງຫນັກແຫນ້ນ.
6. ສາຍການຜະລິດຢຸດເຊົາເລື້ອຍໆ
ເຫດຜົນ: ອຸປະກອນຂັດຂ້ອງ, ບັນຫາວັດສະດຸ, ຜູ້ປະຕິບັດການທີ່ບໍ່ມີທັກສະ.
ການແກ້ໄຂ: ການບໍາລຸງຮັກສາອຸປະກອນເປັນປົກກະຕິ, ປັບປຸງຄຸນນະພາບຂອງອຸປະກອນການ, ສ້າງຄວາມເຂັ້ມແຂງການຝຶກອົບຮົມຜູ້ປະກອບການ.
7. ການແຕກຫັກຂອງວັດສະດຸ
ເຫດຜົນ: ຄວາມເຄັ່ງຕຶງຂອງວັດສະດຸໃຫຍ່ເກີນໄປ, ບັນຫາດ້ານຄຸນນະພາບວັດສະດຸ.
ການແກ້ໄຂ: ປັບຄວາມເຄັ່ງຕຶງຂອງວັດສະດຸ, ເລືອກຜູ້ສະຫນອງວັດສະດຸທີ່ເຊື່ອຖືໄດ້.