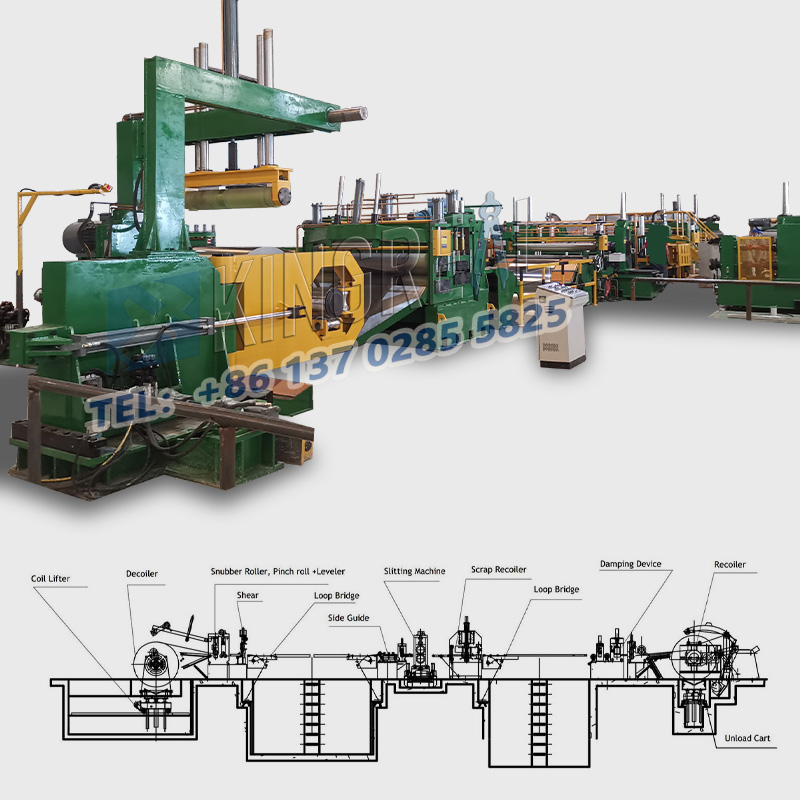
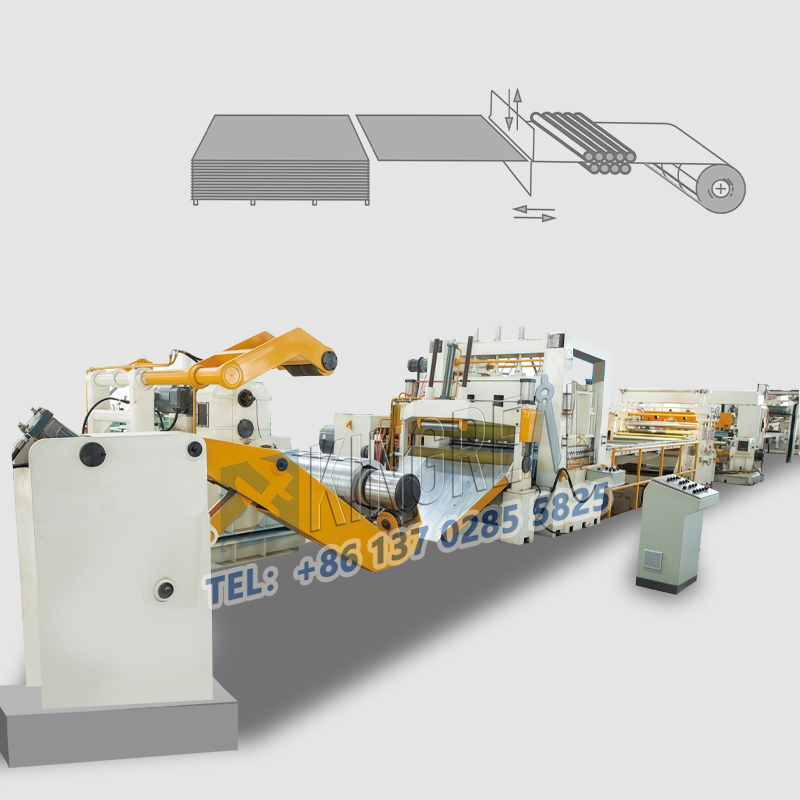
(i) ການສອບທຽບຂອງເຄື່ອງວັດຮຸນແຮງຕັດເປັນເສັ້ນຄວາມຍາວສ່ວນປະກອບຫຼັກ
ຄວາມແມ່ນຍໍາ roller ອາຫານ:
ປົກກະຕິກວດເບິ່ງຂະຫນານຂອງພື້ນຜິວຂອງ roller, ຂໍ້ຜິດພາດຕ້ອງຄວບຄຸມພາຍໃນ≤0.05mm / m, ແລະໃຊ້ເຄື່ອງວັດແທກລະຫວ່າງດ້ານ roller ແລະດ້ານແຜ່ນ. ຖ້າການສວມໃສ່ເກີນ 0.1mm, ມັນຈໍາເປັນຕ້ອງເປັນພື້ນດິນຫລືທົດແທນ; ໃຊ້ lserferometer laser ເພື່ອ calforate calibrate begers motor, ແລະຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງອາຫານຕ້ອງເປັນ≤ + 0.1mm ໃນລະຫວ່າງການຕັດຄວາມໄວສູງ.
ການສອບທຽບ Descalor Blumor:
ຂະຫນານຂອງແຜ່ນໃບຄ້າຍຄືແລະລຸ່ມມີຄວາມຈໍາເປັນຕ້ອງໄດ້ຮັບການຮັກສາຢູ່ທີ່ 0.02-0.05mm, ເຊິ່ງສາມາດກວດພົບໄດ້ໂດຍເນື້ອທີ່ (≤2mm) ແມ່ນ 0.01-0.03mm, ແລະຊ່ອງຫວ່າງລະຫວ່າງກາງແລະ 2-6mm) ແມ່ນ 0.03-0.08mm;
ຄວາມຜິດພາດຂອງສາຍຂອງແຜ່ນໃບຄ້າຍຄືແມ່ນ≤0.03mm / 100mm. ຖ້າຫາກວ່າມັນເກີນຄວາມທົນທານ, ສາຍຂອງຜູ້ຖືເຄື່ອງມືຕ້ອງໄດ້ຮັບການປັບໂດຍ shim.
(ii) ການຮັກສາປະຈໍາວັນຂອງເຄື່ອງວັດທີ່ຫນັກຂອງເຄື່ອງທີ່ຖືກຕັດເປັນເຄື່ອງຍາວ
ລະບົບຫລໍ່ລື່ນສໍາລັບວັດແທກ Lubrication ທີ່ຖືກຕັດເປັນລະດັບຄວາມຍາວ: ກວດເບິ່ງລະດັບນ້ໍາມັນໃນອາທິດໃນລະດັບ 40-60 ℃, ແລະໃຊ້ນ້ໍາມັນທີ່ມີຄວາມຫນ້າສົນໃຈຂອງ 32-46cst ກັບລາງລົດໄຟຄູ່ມືທຸກໆມື້.
ລະບົບໄຟຟ້າສໍາລັບເຄື່ອງວັດແທກຫນັກທີ່ຖືກຕັດເປັນເຄື່ອງທີ່ມີບັນຈຸເຂົ້າ, ເອົາເຄື່ອງເຂົ້າລະຫັດແລະເຄື່ອງດື່ມເຫຼົ້າທຸກດ້ານ, ແລະປ່ຽນແປງຖູກາກບອນເມື່ອມັນໃສ່ຫຼາຍກ່ວາ 1/3; ຊິ້ນສ່ວນ fastening: ກວດຄືນເປັນປະຈໍາ tນອກຈາກນີ້ຂອງຜູ້ຖືເຄື່ອງມືແລະກົນໄກການໃຫ້ອາຫານກໍານົດ, ຍົກຕົວຢ່າງ, ແຮງບິດຂອງ M12 Bolt ຕ້ອງໄດ້ຮັບການຮັກສາຢູ່ທີ່ 80-100n · m.

(i) ຄວາມໄວຕັດແລະຄວາມໄວໃນການໃຫ້ອາຫານ
ຄວາມໄວຂອງແຜ່ນແລະຄວາມຫນາແຕກຕ່າງກັນຕ້ອງໄດ້ຮັບການປັບປ່ຽນໃຫ້ເຫມາະສົມກັບ: ແຜ່ນເຫຼັກທີ່ມີຄວາມຫນາ (0.5 ມມ) 30-80m / min, ລະບົບຄວາມເຢັນແລະ min ແຜ່ນສະແຕນເລດ (1-5 ມມ) ຄວາມໄວຕັດ 15-40M / MIN, ຄວາມໄວໃຫ້ອາຫານ 10-35M / Min, ແລະແຜ່ນໃບຄ້າຍຄືຕ້ອງເຄືອບດ້ວຍການເຄືອບກົ່ວ; ແຜ່ນທີ່ໂລຫະປະສົມ (0.8-4mm) ຄວາມໄວ 40-100 ມ / ມ, ຄວາມໄວໃຫ້ອາຫານ 35-90M / Min, ການສີດພົ່ນນ້ໍາສີດໃຊ້.
(ii) Press Tread Tread engtion englic: 2-3kn ສໍາລັບແຜ່ນ 1 ມມ, 2-3k ສໍາລັບແຜ່ນ 3mm 5-7kn, ການກວດສອບເວລາຈິງຜ່ານເຊັນເຊີຄວາມກົດດັນ, ຄວາມກົດດັນທີ່ບໍ່ມີປະສິດຕິພາບສາມາດເຮັດໃຫ້ເກີດແຜ່ນແຫ້ງ.

(i) ມາດຕະຖານການຍອມຮັບສໍາລັບ COILS / Plates
ຄວາມຮາບພຽງ: ແຜ່ນເຫຼັກ.
ຄວາມແຕກຕ່າງຂອງຄວາມແຕກຕ່າງ: ຄວາມແຕກຕ່າງຂອງແຜ່ນໃນສະພາບຕົວດຽວກັນ, ການກວດກາແບບສຸ່ມກັບ Rockwell Hardness Tester, ຄວາມແຂງກະດ້າງທີ່ບໍ່ສອດຄ່ອງຈະເຮັດໃຫ້ມີຄວາມແຂງແຮງ.
(ii) pretreatment ເປົ່າ
ທໍາຄວາມສະອາດພື້ນຜິວ: ເອົານ້ໍາມັນອອກແລະຂະຫນາດຜຸພັງ Coil ຄວາມເຄັ່ງຕຶງທີ່ບໍ່ມີຄວາມຫນາ, ຄວາມກົດດັນແຜ່ນ 0.5 ມມ 50-80n / ມມ, ແຜ່ນ 2 ມມ 150-200- ມມ, ຄວາມເຄັ່ງຕຶງບໍ່ພຽງພໍສາມາດເຮັດໃຫ້ມີການໃຫ້ອາຫານຊ້າ.

(i) ຈຸດຝຶກອົບຮົມກ່ອນວຽກສໍາລັບເຄື່ອງວັດຮຸນແຮງຕັດເປັນເສັ້ນຄວາມຍາວ
ການປະຕິບັດການຕັ້ງຄ່າພາລາມິສາ: ຮຽນຮູ້ທີ່ຈະເຂົ້າໃຈກົດລະບຽບ "ຄວາມດັນຄວາມໄວສູງ" ໃນເວລາທີ່ຕັດເຫຼັກສະແຕນເລດ, ໃນເວລາຕັດເຫຼັກຂະຫນາດ 3 ມມ, ກົດປຸ່ມແຜ່ນໃບຄ້າຍຄື 0.05 ມມ, ກົດປຸ່ມ 6kn; ຮຽນຮູ້ທີ່ຈະໃຊ້ລະບົບການຕັ້ງຄ່າເຄື່ອງມືໂດຍອັດຕະໂນມັດເຊັ່ນ: ເຄື່ອງມືການກໍານົດເລເຊີ, ເຄື່ອງມືກໍານົດຄວາມຖືກຕ້ອງ≤0.02mm.
ຄວາມສາມາດພິພາກສາທີ່ຜິດປົກກະຕິສໍາລັບເຄື່ອງວັດທີ່ມີຄວາມຍາວ: ຢຸດເຄື່ອງວັດທີ່ຫນັກໃນເສັ້ນຄວາມຍາວໃນເວລາທີ່ໄດ້ຍິນສຽງລົບກວນເຊັ່ນ: ແຜ່ນໃບຄ້າຍຄືກັນ; ໃນເວລາທີ່ burr ໃນດ້ານທີ່ຕັດເກີນກວ່າ 0.1mm, ຕັດສິນວ່າມັນແມ່ນແຜ່ນໃບຄ້າຍຄືຫຼືຊ່ອງຫວ່າງໃຫຍ່ເກີນໄປ.
(ii) ມາດຕະຖານຂັ້ນຕອນການດໍາເນີນງານສໍາລັບວັດແທກຫນັກຕັດເປັນເຄື່ອງຍາວ
ການເລີ່ມຕົ້ນ preheating: ແລ່ນເປົ່າຫວ່າງສໍາລັບ 10-15 ນາທີເພື່ອເຮັດໃຫ້ການເຫນັງຕີງຂອງອຸນຫະພູມຂອງລະບົບບໍລິການດຽວກັນ℃2℃ແລະສາມາດຍຶດຫມັ້ນຄວາມຫມັ້ນຄົງ;
ສິ້ນທໍາອິດຂອງການກວດກາຄັ້ງທໍາອິດ: ການຕັດຊິ້ນສ່ວນທໍາອິດ, ໃຊ້ຄວາມຖືກຕ້ອງຂອງ 0.02mm ເພື່ອວັດແທກຂະຫນາດ, ການກວດສອບການໂທຫາຄວາມຮາບພຽງ, ແລະກວດເບິ່ງ burrs ສາຍຕາ.

(i) ການຊອກຫາ online ຫມາຍຄວາມວ່າເຄື່ອງວັດຮຸນແຮງຕັດເປັນເສັ້ນຄວາມຍາວ
Sensor Photoelectric ຕິດຕາມຄວາມຍາວໃຫ້ອາຫານໃນເວລາຈິງ, ແລະຄວາມຜິດພາດຂອງ Infrared ໃນຄວາມເຢັນຫຼືຄວາມເຢັນທາງອາກາດທີ່ເຮັດໃຫ້ເຢັນເມື່ອເກີນ 120 ℃ c.
(ii) ມາດຕະຖານການເກັບຕົວຢ່າງອອບໄລນ໌ສໍາລັບວັດແທກຫນັກຕັດເປັນເຄື່ອງຍາວ
ຂະຫນາດຄວາມຍາວ: ຄວາມສາມາດອະນຸຍາດເມື່ອ≤1000mm± 0.5 ມມ, ໃຊ້ vierier caliper ເພື່ອກວດສອບ 1 ຊິ້ນເປັນເວລາຫນຶ່ງສ່ວນສໍາລັບທຸກໆ 50 ຊິ້ນ; deviation ເສັ້ນຂວາງ: ແຜ່ນ 1000mmx1000mmmm deviation deviation ≤1mm, ໃຊ້ແຜ່ນຈາລຶກແຕ່ລະຜືນລະດັບສຽງ ຊົ່ວໂມງ.
(iii) ວິທີແກ້ໄຂບັນຫາທີ່ມີຄຸນນະພາບທົ່ວໄປສໍາລັບວັດແທກຫນັກທີ່ຖືກຕັດເປັນເສັ້ນຄວາມຍາວ
ຂະຫນາດຄວາມທົນທານອອກຈາກຄວາມທົນທານ: ຖ້າ roller ອາຫານຫຼຸດລົງ, ປັບຄວາມເຄັ່ງຕຶງຫຼືປ່ຽນເຄື່ອງສວມໃສ່; ຖ້າຫາກວ່າ servoder motor servo ລົ້ມເຫລວ, ໃຊ້ Oscilloscope ເພື່ອກວດພົບສັນຍານກໍາມະຈອນແລະປ່ຽນສ່ວນທີ່ເສຍຫາຍ.
ການຕັດພື້ນຜິວທີ່ໃຊ້ໄດ້ມາດຕະຖານເກີນມາດຕະຖານ: ເມື່ອ Radius Blade Edge ແມ່ນ> 0.03mm, ມັນຈໍາເປັນຕ້ອງໄດ້ຮັບການສະແດງຄືນໃຫມ່ໃນ≤0.01mm; ແກ້ໄຂຊ່ອງຫວ່າງ Blade ໃຫ້ກັບມູນຄ່າມາດຕະຖານ.

ອຸນຫະພູມກອງປະຊຸມແລະຄວາມຊຸ່ມຊື່ນ: ອຸນຫະພູມຄວບຄຸມໃນເວລາ 15-30 ℃, ຄວາມຊຸ່ມຊື່ນ≤60% rh, ຫລີກລ້ຽງການຫຍາບຂອງແຜ່ນເນື່ອງຈາກສະພາບແວດລ້ອມທີ່ຊຸ່ມຊື່ນ;
ມາດຕະການຕ້ານການຕັດຫຍິບ: ຖອກຄອນກຣີດດ້ວຍຄວາມຫນາຂອງພື້ນຖານຂອງອຸປະກອນ, ຫ່າງຈາກແຫຼ່ງການສັ່ນສະເທືອນເຊັ່ນ: ການສັ່ນສະເທືອນ≤0.5G); ເວລາຕອບສະຫນອງຄວາມປອດໄພ: ສຸກເສີນເຄື່ອງວັດແທກທີ່ຫນັກອໍານາດອັດຕະໂນມັດໃນເວລາທີ່ການປົກປ້ອງໄດ້ຖືກເປີດໃຊ້.