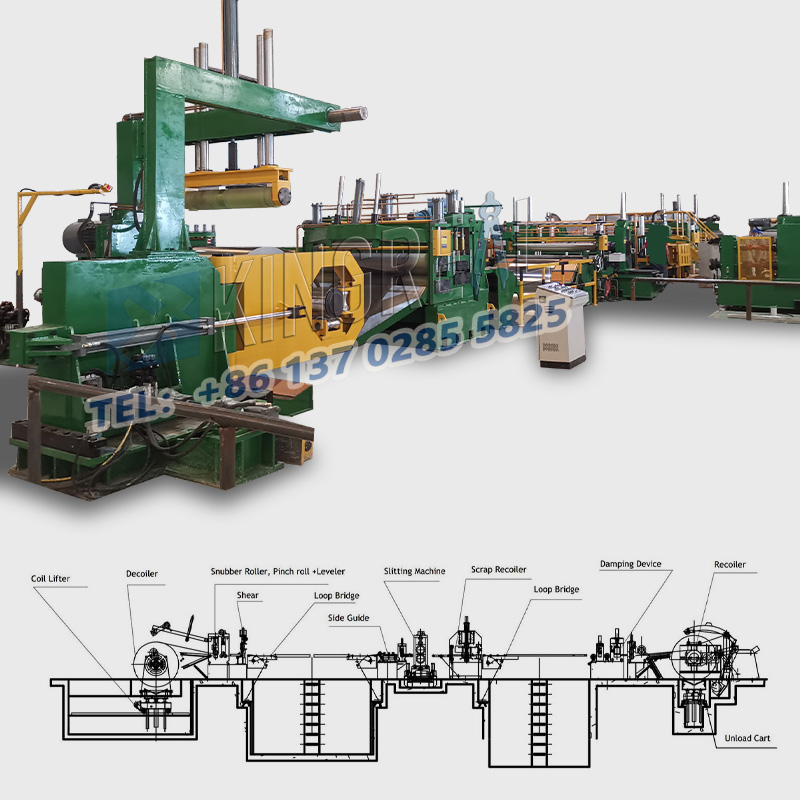
ໃນລະຫວ່າງຂະບວນການ slitting ຂອງວົງແຫວນເຄື່ອງຈັກ, ສາມາດເຮັດໃຫ້ເກີດການເສື່ອມສະພາບຂອງເສັ້ນເຫຼັກເນື່ອງຈາກມີອິດທິພົນຂອງບາງປັດໃຈທີ່ບໍ່ຕ້ອງການ, ແລະປະກົດການທີ່ພົບເລື້ອຍແມ່ນການຜະລິດງໍຂ້າງຕົວຂອງໂຕ.ມັນມີຫລາຍປັດໃຈທີ່ສາມາດເຮັດໃຫ້ເກີດບັນຫານີ້.

ມັນອາດຈະເປັນຍ້ອນຂະບວນການຕັດຂອງເສັ້ນດ່າງໃນ ເຫຼັກ ເຄື່ອງ Slitting, ເນື່ອງຈາກລັກສະນະຂອງ burrs ຫຼື burrs ທີ່ເຫັນໄດ້ຊັດເຈນທັງສອງດ້ານຂອງຄວາມບໍ່ສອດຄ່ອງແລະງໍ.
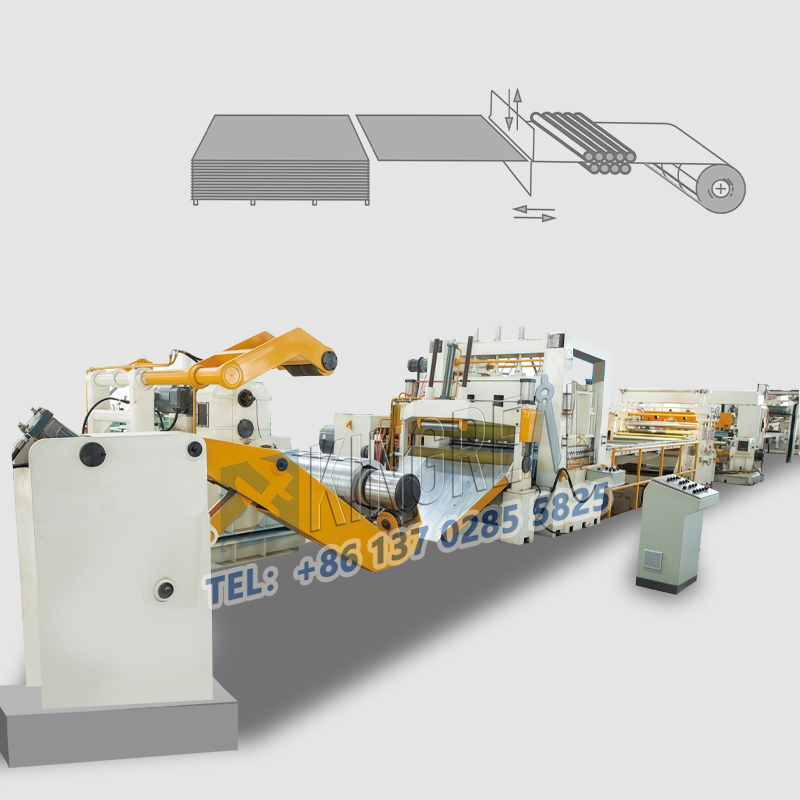
ຍົກຕົວຢ່າງ, ໃນຂະບວນການ winding ເພາະວ່າມີດ້ານຂ້າງຂອງ burr ແລະ burr ຂ້າງຂອງຄວາມຫນາແມ່ນໃຫຍ່ກວ່າ, ເສັ້ນຜ່າສູນກາງຂອງລະດັບແມ່ນຂະຫນາດໃຫຍ່ແລະຜະລິດເບົ້າທີ່ມີຂະຫນາດໃຫຍ່. ສະຖານະການນີ້ຄວນໄດ້ຮັບການໃສ່ໃນອີກດ້ານຫນຶ່ງຂອງຄວາມຫນາຄວາມຫນາທີ່ເຫມາະສົມຫຼືການປະມວນຜົນທີ່ແຕກແຍກ. ນອກຈາກນັ້ນ, ມັນຍັງອາດຈະເປັນເວລາທີ່ບໍ່ສະເຫມີໄປຂອງແຂບລອກ, ເຊິ່ງຈະນໍາໄປສູ່ການປ່ຽນແປງຂອງຄວາມຫນາຂອງແຂບຫຼືການຕິດຕໍ່ຕັດຫຼືໃບຄ້າຍຄືກັນລະຫວ່າງການຫຍາບຂ້າງຂອງແຜ່ນໃບຄ້າຍຄື, ແລະຜະລິດຄື້ນຟອງລອກ.

ມາດຕະການສະເພາະແມ່ນ:ເພີ່ມການເກັບກູ້ຕາມແນວນອນເພື່ອຫຼຸດຜ່ອນຄວາມກົດດັນດ້ານຂ້າງ. ເລືອກແຜ່ນໃບຄ້າຍຄືເຫມາະສໍາລັບວັດສະດຸທີ່ຖືກຕັດ. ນອກຈາກນັ້ນ, ໃນລະຫວ່າງຂັ້ນຕອນການເລື່ອນລົງ, ພວກເຮົາອາດຈະພົບກັບບັນຫາຂອງການພັບອອກຕາມລວງນອນຂອງແຖບເຫຼັກ. ສໍາລັບສະຖານະການດັ່ງກ່າວ, ຄັ້ງທໍາອິດອາດຈະເປັນຍ້ອນແຜ່ນໃບຄ້າຍຄືທີ່ກ່ຽວຂ້ອງກັບການຜະລິດເຄື່ອງຫມາຍພັບ. ຍົກຕົວຢ່າງ, ໃນເວລາທີ່ slitter ຕັດຄວາມກວ້າງຂອງເສັ້ນດ່າງແຄບ, ລອກອອກໂດຍສອງໃບດ້ານນອກເພາະວ່າກົດນິ້ວມືບໍ່ໄດ້ຕື່ມຂໍ້ມູນໃສ່ຊ່ອງຫວ່າງລະຫວ່າງສອງແຄມທາງນອກ.
ນອກຈາກນັ້ນ, ມັນອາດຈະເປັນຍ້ອນຄາງກະໄຕພັບ, ລອກເອົາເຫຼັກໃນເຄື່ອງລົມເມື່ອບໍ່ຢູ່ໃນເຄື່ອງທໍາອິດ, ແລະໃນສະພາບການຂະຫຍາຍຕົວນີ້ສືບຕໍ່ລົມເມື່ອຜະລິດ.
ໃນຖານະເປັນເຄື່ອງປຸງແຕ່ງເວັບທີ່ມີຄວາມແມ່ນຍໍາ, Slitter ຮຽກຮ້ອງໃຫ້ມີການຊີ້ນໍາດ້ານວິຊາຊີບໃນຂະບວນການນໍາໃຊ້ແລະບໍາລຸງຮັກສາ.ກະລຸນາຕິດຕໍ່ພວກເຮົາ.