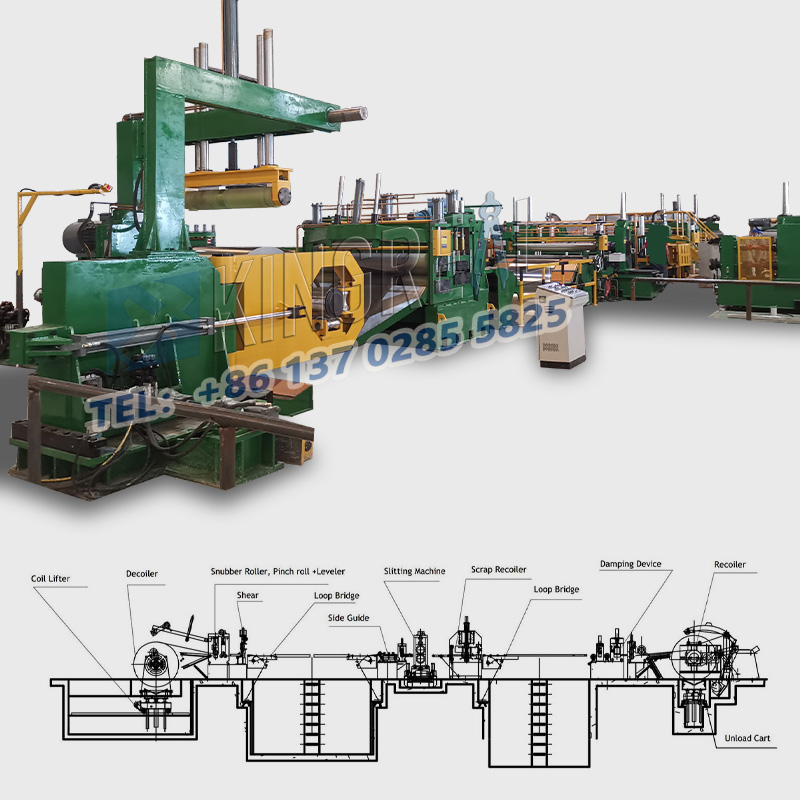
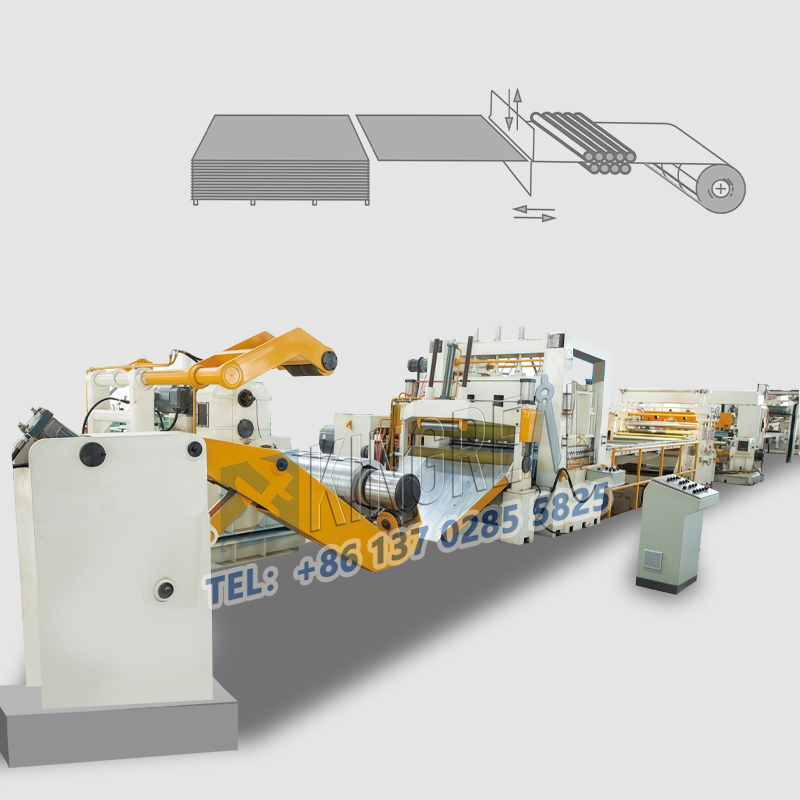
ໄດ້ສາຍ slitting ຄວາມໄວສູງ, ດ້ວຍຄວາມໄວສູງສຸດຂອງການເຮັດວຽກຂອງ 230m / ນາທີ, ປະສິດທິພາບສໍາເລັດຂະບວນການທີ່ສໍາຄັນເຊັ່ນ: uncoiling, slitting, ແລະ recoil ຂອງມ້ວນໂລຫະ, ຢ່າງຫຼວງຫຼາຍເພີ່ມປະສິດທິພາບການຜະລິດແລະຄວາມຖືກຕ້ອງຂອງການປຸງແຕ່ງ. ຢ່າງໃດກໍຕາມ, ໃນໄລຍະການດໍາເນີນງານການໂຫຼດສູງແລະຄວາມໄວສູງ, ເຄື່ອງ slitting ຄວາມໄວສູງແມ່ນມີຄວາມສ່ຽງຕໍ່ຄວາມຜິດຕ່າງໆເນື່ອງຈາກປັດໃຈຕ່າງໆເຊັ່ນການເຮັດວຽກທີ່ບໍ່ຖືກຕ້ອງ, ການສວມໃສ່ຂອງອົງປະກອບແລະການບໍາລຸງຮັກສາບໍ່ພຽງພໍ. ຂໍ້ບົກພ່ອງເຫຼົ່ານີ້ບໍ່ພຽງແຕ່ສົ່ງຜົນກະທົບຕໍ່ຄວາມຄືບຫນ້າຂອງການຜະລິດ, ແຕ່ຍັງອາດຈະຫຼຸດຜ່ອນຄຸນນະພາບການປຸງແຕ່ງແລະແມ້ກະທັ້ງເຮັດໃຫ້ຊີວິດການບໍລິການຂອງສາຍ slitting ຄວາມໄວສູງສັ້ນລົງ. ເພື່ອຊ່ວຍຜູ້ປະກອບການທີ່ກ່ຽວຂ້ອງໃນການແກ້ໄຂບັນຫາການດໍາເນີນງານຂອງເຄື່ອງຕັດຄວາມໄວສູງແລະຮັບປະກັນການຜະລິດທີ່ລຽບງ່າຍ, ບົດຄວາມນີ້ຈະລາຍລະອຽດຄວາມຜິດທົ່ວໄປ, ສາເຫດຂອງມັນ, ແລະວິທີແກ້ໄຂທີ່ສອດຄ້ອງກັນໃນລະຫວ່າງການປະຕິບັດງານຂອງສາຍ slitting ຄວາມໄວສູງ, ພ້ອມທັງແບ່ງປັນຄໍາແນະນໍາພາກປະຕິບັດສໍາລັບການຍືດອາຍຸການບໍລິການຂອງພວກເຂົາ.
1.ຂະຫນາດ Slitting ບໍ່ຖືກຕ້ອງ
ຂະຫນາດ slitting ບໍ່ຖືກຕ້ອງແມ່ນຫນຶ່ງໃນບັນຫາທົ່ວໄປທີ່ສຸດກັບເຄື່ອງຕັດຄວາມໄວສູງ, ໂດຍສະເພາະໃນລະຫວ່າງການປະຕິບັດງານຄວາມໄວສູງ. ເມື່ອບັນຫານີ້ເກີດຂຶ້ນ, ມັນສາມາດນໍາໄປສູ່ຊຸດຂອງຜະລິດຕະພັນທີ່ບໍ່ໄດ້ມາດຕະຖານ, ເຊິ່ງກໍ່ໃຫ້ເກີດສິ່ງເສດເຫຼືອຂອງວັດສະດຸແລະການຜະລິດຊັກຊ້າ.
ສາເຫດ:
(1) ການຄວບຄຸມຄວາມກົດດັນທີ່ບໍ່ຫມັ້ນຄົງ. ໃນລະຫວ່າງຂະບວນການ slitting ຂອງເສັ້ນ slitting ຄວາມໄວສູງ, ການປະສານງານຄວາມກົດດັນທີ່ບໍ່ເຫມາະສົມລະຫວ່າງ unwinding, slitting, ແລະ rewinding ໄລຍະສາມາດເຮັດໃຫ້ເກີດ stretching ຫຼືການຫົດຕົວຂອງວັດສະດຸ, ດັ່ງນັ້ນຜົນກະທົບຕໍ່ຂະຫນາດ slitting ໄດ້.
(2) ການສວມໃສ່ເຄື່ອງມືທີ່ຮຸນແຮງ. ແຜ່ນໃບຂອງເຄື່ອງຕັດຄວາມໄວສູງຢູ່ສະ ເໝີ ຢູ່ໃນສະພາບການຕັດຄວາມໄວສູງ, ເຊິ່ງສາມາດ ນຳ ໄປສູ່ການສວມໃສ່ຂອງແຂບ, blunting, ຫຼືແມ້ກະທັ້ງ notches. ນີ້ເຮັດໃຫ້ມັນເປັນໄປບໍ່ໄດ້ທີ່ຈະຕັດວັດສະດຸຢ່າງແນ່ນອນ, ເຮັດໃຫ້ມີການບິດເບືອນມິຕິລະດັບ.
(3) ລະບົບການແກ້ໄຂ deviation ຜິດປົກກະຕິ. ອຸປະກອນແກ້ໄຂ deviation ແມ່ນສໍາຄັນສໍາລັບການຮັບປະກັນການຂົນສົ່ງທີ່ຊັດເຈນຂອງວັດສະດຸ. ຖ້າເຊັນເຊີ deviation ເຮັດວຽກຜິດປົກກະຕິຫຼືບໍ່ຖືກປັບຕົວຢ່າງຖືກຕ້ອງ, ມັນສາມາດເຮັດໃຫ້ເກີດຄວາມເສື່ອມໂຊມຂອງການຂົນສົ່ງວັດສະດຸ, ນໍາໄປສູ່ການບິດເບືອນມິຕິໃນ slitting.
ການແກ້ໄຂ:
(1) ກວດເບິ່ງຕົວຄວບຄຸມຄວາມກົດດັນຂອງເຄື່ອງຕັດຄວາມໄວສູງເພື່ອຢືນຢັນວ່າຕົວກໍານົດຄວາມເຄັ່ງຕຶງໄດ້ຖືກກໍານົດໃຫ້ສອດຄ່ອງກັບຄຸນສົມບັດຂອງວັດສະດຸ. ປັບຄວາມກົດດັນໃນລະຫວ່າງການ unwinding ແລະ rewinding ເພື່ອຮັບປະກັນການຫັນເປັນກ້ຽງຂອງຄວາມກົດດັນລະຫວ່າງສາມຂັ້ນຕອນ, ຫຼີກເວັ້ນການ stretching ຫຼື loosening ວັດສະດຸ.
(2) ກວດເບິ່ງສະພາບຂອງແຜ່ນໃບເປັນປະຈໍາ. ຖ້າພົບເຫັນການສວມໃສ່, blunting ຫຼື notches, ທົດແທນໃຫ້ເຂົາເຈົ້າມີແຜ່ນໃບຄ້າຍຄືທີ່ສອດຄ່ອງກັບສະເພາະ. ຫຼັງຈາກການທົດແທນ, ປັບແຜ່ນໃບຄ້າຍຄືທີ່ຊັດເຈນເພື່ອຮັບປະກັນການຕັ້ງສູນກາງທີ່ຖືກຕ້ອງ.
(3) Calibrate ອຸປະກອນການແກ້ໄຂ deviation, ກວດສອບຄວາມອ່ອນໄຫວຂອງ sensor deviation, ເຮັດຄວາມສະອາດຂີ້ຝຸ່ນແລະ stains ເທິງຫນ້າ sensor, ແລະ recalibrate ຕົວກໍານົດການການແກ້ໄຂ deviation ເພື່ອຮັບປະກັນວ່າວັດສະດຸບໍ່ deviate ໃນລະຫວ່າງການຂະບວນການ conveying ແລະຮັບປະກັນຄວາມຖືກຕ້ອງຂອງຂະຫນາດ slitting ໄດ້.
2. ການບ່ຽງເບນຂອງວັດສະດຸ ແລະ ການຍັບຍັ້ງ
ໃນລະຫວ່າງການປະຕິບັດງານຂອງສາຍ slitting ຄວາມໄວສູງ, ການ deviation ຂອງວັດສະດຸແລະການ wrinkling ຍັງເປັນບັນຫາທົ່ວໄປ, ໂດຍສະເພາະແມ່ນສໍາລັບທໍ່ໂລຫະບາງໆ, ບ່ອນທີ່ບັນຫາແມ່ນເປັນທີ່ໂດດເດັ່ນ. ນີ້ບໍ່ພຽງແຕ່ຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງ slitting ແຕ່ຍັງອາດຈະເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍຂອງວັດສະດຸ, ຜົນກະທົບຕໍ່ການປຸງແຕ່ງຕໍ່ມາ.
ສາເຫດ:
(1) rollers ຄູ່ມືບໍ່ສົມດູນ. rollers ຄູ່ມືໃນເຄື່ອງ slitting ຄວາມໄວສູງແມ່ນສໍາຄັນສໍາລັບການສະຫນັບສະຫນູນແລະ conveying ອຸປະກອນການ. ຖ້າ rollers ຄູ່ມືບໍ່ໄດ້ຖືກຕິດຕັ້ງໃນລະດັບ, ມີການສວມໃສ່ຂອງຫນ້າດິນ, ຫຼືມີວັດຖຸຕ່າງປະເທດທີ່ຕິດຢູ່, ມັນຈະນໍາໄປສູ່ການບັງຄັບໃຊ້ທີ່ບໍ່ສະເຫມີກັນກັບວັດສະດຸໃນລະຫວ່າງການຂົນສົ່ງ, ເຊິ່ງກໍ່ໃຫ້ເກີດການບ່ຽງເບນແລະຮອຍຍັບ.
(2) ຄວາມດັນອາກາດບໍ່ພຽງພໍ. ບາງອົງປະກອບ actuating ຂອງເຄື່ອງ slitting ຄວາມໄວສູງແມ່ນຂັບເຄື່ອນໂດຍຄວາມກົດດັນອາກາດ. ຖ້າມີການຮົ່ວໄຫຼໃນລະບົບຄວາມກົດດັນທາງອາກາດຫຼືຄວາມກົດດັນບໍ່ພຽງພໍ, ມັນຈະເຮັດໃຫ້ອົງປະກອບທີ່ກ່ຽວຂ້ອງເຮັດວຽກບໍ່ດີແລະບໍ່ສາມາດຄວບຄຸມການລໍາລຽງວັດສະດຸຢ່າງຫມັ້ນຄົງ.
(3) ຄວາມເຄັ່ງຕຶງຂອງວັດສະດຸທີ່ບໍ່ສະເຫມີກັນ. ຄ້າຍຄືກັນກັບບັນຫາຄວາມກົດດັນທີ່ເຮັດໃຫ້ເກີດຂະຫນາດ slitting ບໍ່ຖືກຕ້ອງ, ການເຫນັງຕີງຫຼາຍເກີນໄປຂອງຄວາມກົດດັນໃນລະຫວ່າງການ unwinding ແລະ rewinding ສາມາດນໍາໄປສູ່ການ stretching ບໍ່ສະເຫມີກັນຂອງວັດສະດຸໃນລະຫວ່າງການລໍາລຽງ, ເຮັດໃຫ້ wrinkling ແລະ deviation.
ການແກ້ໄຂ:
(1) ປັບລະດັບຂອງ rollers ຄູ່ມື. ຫຼັງຈາກເສັ້ນ slitting ຄວາມໄວສູງຢຸດ, ກວດເບິ່ງ rollers ຄູ່ມືທັງຫມົດຂອງເຄື່ອງ slitting ຄວາມໄວສູງ, ເຮັດຄວາມສະອາດສິ່ງຂອງຕ່າງປະເທດແລະຮອຍເປື້ອນຢູ່ດ້ານຂອງ rollers ຄູ່ມື. ຖ້າມີການສວມໃສ່ຢູ່ດ້ານຂອງ rollers ຄູ່ມື, ສ້ອມແປງຫຼືປ່ຽນມັນໃຫ້ທັນເວລາ. ປັບມຸມການຕິດຕັ້ງຂອງ rollers ຄູ່ມືເພື່ອຮັບປະກັນວ່າ rollers ຄູ່ມືທັງຫມົດແມ່ນຢູ່ໃນລະດັບດຽວກັນແລະວັດສະດຸແມ່ນຄວາມກົດດັນເທົ່າທຽມກັນໃນລະຫວ່າງການຂົນສົ່ງ.
(2) ກວດເບິ່ງລະບົບ pneumatic. ກວດກາເບິ່ງວ່າມີການຮົ່ວໄຫຼໃນທໍ່ທໍ່ນິວເມຕິກ, ຕື່ມຄວາມດັນອາກາດໃຫ້ຖືກຕ້ອງຕາມມາດຕະຖານທີ່ກໍານົດໂດຍເຄື່ອງຕັດຄວາມໄວສູງ, ແລະເຮັດຄວາມສະອາດແລະຮັກສາປ່ຽງ pneumatic, ກະບອກສູບແລະອົງປະກອບອື່ນໆເພື່ອຮັບປະກັນການເຮັດວຽກທີ່ຫມັ້ນຄົງຂອງລະບົບ pneumatic.
(3) ເພີ່ມປະສິດທິພາບຄວາມກົດດັນຂອງ unwind ແລະ rewind. ອີງຕາມຄວາມຫນາ, ຄວາມແຂງແລະລັກສະນະອື່ນໆຂອງອຸປະກອນການ, ປັບຕົວກໍານົດການຄວາມກົດດັນຂອງເຄື່ອງ slitting ຄວາມໄວສູງ, ຮັບຮອງເອົາຮູບແບບການຄວບຄຸມຄວາມກົດດັນທີ່ຫມັ້ນຄົງ, ແລະຫຼີກເວັ້ນຄວາມເຫນັງຕີງຂອງຄວາມກົດດັນຫຼາຍເກີນໄປເພື່ອຫຼຸດຜ່ອນການ deviation ຂອງວັດສະດຸແລະ wrinkling ຈາກຮາກ.
3. ການສັ່ນສະເທືອນຜິດປົກກະຕິຫຼືສຽງລົບກວນຂອງສາຍ Slitting ຄວາມໄວສູງ
ໃນເວລາທີ່ເຄື່ອງ slitting ຄວາມໄວສູງເຮັດວຽກຢູ່ໃນຄວາມໄວສູງແລະມີປະສົບການການສັ່ນສະເທືອນຜິດປົກກະຕິຫຼືສຽງ shrill, ມັນຊີ້ໃຫ້ເຫັນວ່າມີບັນຫາການສວມໃສ່ແລະ tear ຫຼືການຕິດຕັ້ງກັບອົງປະກອບຂອງສາຍ slitting ຄວາມໄວສູງ. ຖ້າບໍ່ໄດ້ແກ້ໄຂທັນທີ, ມັນຈະເລັ່ງການສວມໃສ່ຂອງອົງປະກອບແລະອາດຈະນໍາໄປສູ່ຄວາມລົ້ມເຫຼວຂອງເຄື່ອງ slitting ຄວາມໄວສູງແລະປິດ.
ສາເຫດ:
(1) ການສວມໃສ່ລູກປືນ. ພາກສ່ວນລະບົບສາຍສົ່ງ ແລະ rollers ຄູ່ມືຂອງເຄື່ອງ slitting ຄວາມໄວສູງແມ່ນອຸປະກອນທັງຫມົດທີ່ມີລູກປືນ. ການດໍາເນີນງານທີ່ມີຄວາມໄວສູງໃນໄລຍະຍາວສາມາດນໍາໄປສູ່ການຫລໍ່ລື່ນບໍ່ພຽງພໍແລະການສວມໃສ່ຢ່າງຮ້າຍແຮງຂອງລູກປືນ, ເຮັດໃຫ້ເກີດການສັ່ນສະເທືອນແລະສຽງລົບກວນໃນລະຫວ່າງການຫມຸນ.
(2) ສາຍແອວຂັບວ່າງ. ສາຍແອວຂັບເປັນອົງປະກອບທີ່ສໍາຄັນສໍາລັບການສົ່ງພະລັງງານໃນເຄື່ອງ slitting ຄວາມໄວສູງ. ດ້ວຍການໃຊ້ເວລາດົນນານ, ມັນອາດຈະມີອາຍຸແລະຍືດຍາວ, ສົ່ງຜົນໃຫ້ສາຍແອວຂັບວ່າງ. ໃນລະຫວ່າງການດໍາເນີນງານ, ມັນຈະຂັດກັບ pulley ໄດ້, ສ້າງສິ່ງລົບກວນແລະຜົນກະທົບການສົ່ງພະລັງງານ, ຊຶ່ງເຮັດໃຫ້ເກີດການສັ່ນສະເທືອນສາຍ slitting ຄວາມໄວສູງ.
(3) ອົງປະກອບກົນຈັກວ່າງ. ໃນໄລຍະການດໍາເນີນງານການໂຫຼດສູງໃນໄລຍະຍາວຂອງເຄື່ອງ slitting ຄວາມໄວສູງ, screws, bolts, ແລະພາກສ່ວນເຊື່ອມຕໍ່ອື່ນໆອາດຈະວ່າງ, ເຮັດໃຫ້ການເຊື່ອມຕໍ່ທີ່ບໍ່ດີລະຫວ່າງອົງປະກອບແລະເຮັດໃຫ້ເກີດການສັ່ນສະເທືອນແລະສຽງຜິດປົກກະຕິໃນລະຫວ່າງການປະຕິບັດງານ.
ການແກ້ໄຂ:
(1) ກວດເບິ່ງລູກປືນທັງຫມົດຂອງເຄື່ອງຕັດຄວາມໄວສູງ. ຖ້າພົບເຫັນລູກປືນສວມໃສ່, ຕິດຄ້າງ ຫຼືມີສຽງດັງຜິດປົກກະຕິ, ໃຫ້ຕື່ມນໍ້າມັນພິເສດເພື່ອການຫຼໍ່ລື່ນໃນເວລາ. ຖ້າການສວມໃສ່ແມ່ນຮ້າຍແຮງ, ປ່ຽນລູກປືນທັນທີເພື່ອປ້ອງກັນຄວາມເສຍຫາຍຂອງລູກປືນທີ່ສົ່ງຜົນກະທົບຕໍ່ການເຮັດວຽກໂດຍລວມຂອງສາຍ slitting ຄວາມໄວສູງ. (2) ປັບຄວາມແຫນ້ນຂອງສາຍແອວຂັບ. ຫຼັງຈາກເຄື່ອງຕັດຄວາມໄວສູງຢຸດ, ກວດເບິ່ງຄວາມເຄັ່ງຕຶງຂອງສາຍແອວຂັບ. ຖ້າສາຍແອວຂັບແມ່ນວ່າງ, ປັບອຸປະກອນແຮງດັນ. ຖ້າສາຍແອວຂັບແມ່ນອາຍຸຫຼືຮ້າຍແຮງ, ປ່ຽນມັນໃຫ້ທັນເວລາເພື່ອຮັບປະກັນວ່າສາຍແອວຂັບເຫມາະກັບ pulley ແຫນ້ນແລະການສົ່ງໄຟຟ້າແມ່ນກ້ຽງ.
(3) ດໍາເນີນການກວດກາທີ່ສົມບູນແບບຂອງ screws, bolts ແລະພາກສ່ວນເຊື່ອມຕໍ່ອື່ນໆຂອງ.ສາຍ slitting ຄວາມໄວສູງ. Tighten ພາກສ່ວນໃດວ່າງ, ໂດຍສະເພາະແມ່ນສຸມໃສ່ພາກສ່ວນເຊື່ອມຕໍ່ຂອງສາຍສົ່ງແລະທິດທາງການແກ້ໄຂ roller ຕໍາແຫນ່ງ, ເພື່ອຮັບປະກັນວ່າພາກສ່ວນທັງຫມົດແມ່ນເຊື່ອມຕໍ່ແຫນ້ນແລະຫຼຸດຜ່ອນການສັ່ນສະເທືອນແລະສິ່ງລົບກວນໃນລະຫວ່າງການປະຕິບັດງານ.
(1) ບໍາລຸງຮັກສາແຜ່ນໃບຄ້າຍຄື
- ການກວດກາປະຈໍາວັນ: ກ່ອນທີ່ຈະເລີ່ມຕົ້ນເຄື່ອງຕັດດ້ວຍຄວາມໄວສູງ, ໃຫ້ກວດເບິ່ງວ່າໃບມີໃບມີຂອງ nicks, rust ຫຼືອຸປະກອນການຕົກຄ້າງ. ເຮັດຄວາມສະອາດຝຸ່ນໃຫ້ທັນເວລາ, ເອົາຮອຍເປື້ອນອອກດ້ວຍເຄື່ອງເຮັດຄວາມສະອາດພິເສດ, ແລະນໍາໃຊ້ສານຕ້ານການຂີ້ເຫງື່ອທີ່ຫລໍ່ລື່ນຫຼັງຈາກແຫ້ງ.
- ການທົດແທນທີ່ທັນເວລາ: ຮັກສາບັນທຶກຂອງສະຖານະພາບແຜ່ນໃບຄ້າຍຄື. ປ່ຽນແຜ່ນໃບທີ່ສວມໃສ່ຢ່າງຮ້າຍແຮງ ຫຼືມີຮອຍແຕກຫຼືແຕກໃນເວລາ ເພື່ອຫຼີກເວັ້ນການສົ່ງຜົນກະທົບຕໍ່ການປະຕິບັດໂດຍລວມຂອງສາຍ slitting ຄວາມໄວສູງເນື່ອງຈາກຄວາມເສຍຫາຍຂອງແຜ່ນໃບ.
(2) ການຄຸ້ມຄອງການລະບາຍນໍ້າ
- ການຫລໍ່ລື່ນຂອງພາກສ່ວນສຳຄັນ: ຫຼໍ່ລື່ນພາກສ່ວນທີ່ເຄື່ອນຍ້າຍເຊັ່ນ: ເບກ, ເກຍ, ກະບອກໄຮໂດຼລິກ, ຕ່ອງໂສ້ ແລະ ສາຍແອວ ໃນຊ່ວງເວລາປົກກະຕິ. ລູກປືນ / ເກຍຄວນຖືກຫລໍ່ລື່ນດ້ວຍນໍ້າມັນສັງເຄາະທີ່ມີຄວາມຫນືດຕ່ໍາປະຈໍາວັນ, ກະບອກໄຮໂດຼລິກທີ່ມີນ້ໍາມັນໄຮໂດຼລິກທີ່ທົນທານຕໍ່ອຸນຫະພູມສູງທຸກໆ 1000 ຊົ່ວໂມງ, ແລະຕ່ອງໂສ້ / ສາຍແອວທີ່ມີໄຂມັນ lithium ປະຈໍາເດືອນ.
- ເຮັດຄວາມສະອາດກ່ອນການຫລໍ່ລື່ນ: ເຮັດຄວາມສະອາດຮອຍເປື້ອນຂອງນ້ໍາມັນເກົ່າກ່ອນທີ່ຈະຫລໍ່ລື່ນເພື່ອຫຼີກເວັ້ນການ lubrication ຫຼາຍເກີນໄປທີ່ຈະດູດຝຸ່ນແລະຜົນກະທົບຕໍ່ການຫລໍ່ລື່ນ.
(3) ຄວາມເຄັ່ງຕຶງແລະການປັບທຽບ
- ການຄວບຄຸມຄວາມເຄັ່ງຕຶງ: ປັບຕົວກໍານົດການຄວາມເຄັ່ງຕຶງຕາມຄຸນສົມບັດຂອງອຸປະກອນການ. ສໍາລັບຕົວຢ່າງ, ຄວາມກົດດັນສໍາລັບຮູບເງົາຄວນຈະຂ້ອນຂ້າງຕ່ໍາ, ໃນຂະນະທີ່ສໍາລັບ foils ໂລຫະ, ມັນສາມາດສູງກວ່າເລັກນ້ອຍ. ໃນລະຫວ່າງການ rewinding, ໃຊ້ຄວາມກົດດັນ tapered ເພື່ອປ້ອງກັນການບີບອັດຊັ້ນໃນ.
-Regular calibration: Calibrate the blade centering and sensors ທຸກໆ 3 ຫາ 6 ເດືອນ. ສໍາລັບສາຍ slitting ຄວາມໄວສູງທີ່ມີຄວາມຖີ່ການນໍາໃຊ້ສູງ, ຫຍໍ້ວົງຈອນການປັບຂະຫນາດເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງຂອງການຕັດແລະການດໍາເນີນງານທີ່ຫມັ້ນຄົງຂອງເຄື່ອງ slitting ຄວາມໄວສູງ.
(4) ບໍາລຸງຮັກສາລະບົບສາຍສົ່ງ
- ກວດເບິ່ງສາຍແອວ/ຕ່ອງໂສ້: ກວດກາຄວາມເຄັ່ງຕຶງຂອງສາຍແອວ/ຕ່ອງໂສ້ທຸກອາທິດ ເພື່ອປ້ອງກັນການເລື່ອນ ຫຼືສວມຫຼາຍເກີນໄປເນື່ອງຈາກການແໜ້ນເກີນໄປ. ເຮັດການແກ້ໄຂໃຫ້ທັນເວລາ ຫຼືປ່ຽນສາຍແອວ/ຕ່ອງໂສ້ທີ່ສວມໃສ່ຢ່າງຮຸນແຮງ.
- ກວດເບິ່ງລູກປືນ: ກວດເບິ່ງສະພາບສວມໃສ່ຂອງລູກປືນໃນພາກສ່ວນສາຍສົ່ງທຸກໆສາມມື້. ຟັງສຽງທີ່ຜິດປົກກະຕິ ແລະຮູ້ສຶກວ່າຮ້ອນເກີນໄປ. ປ່ຽນລູກປືນທີ່ເສຍຫາຍທັນທີ.
(5) ບໍາລຸງຮັກສາລະບົບໄຟຟ້າ
- ເຮັດຄວາມສະອາດການລະບາຍຄວາມຮ້ອນ: ເຮັດຄວາມສະອາດຮູລະບາຍຄວາມຮ້ອນແລະພັດລົມຂອງກ່ອງໄຟຟ້າທຸກໆເດືອນເພື່ອປ້ອງກັນການສະສົມຂອງຝຸ່ນແລະຮັບປະກັນການລະບາຍອາກາດທີ່ດີສໍາລັບຕົວແປງຄວາມຖີ່ແລະ servo driver.
- ກວດກາສາຍໄຟ: ຮັດສາຍໄຟໃຫ້ແໜ້ນ ແລະ ກວດເຊັກສາຍໄຟໃຫ້ແໜ້ນເພື່ອຫຼີກລ່ຽງການເກີດຄວາມຜິດພາດຂອງໄຟຟ້າທີ່ສົ່ງຜົນກະທົບຕໍ່ການເຮັດວຽກຂອງສາຍສາຍດ້ວຍຄວາມໄວສູງ.
ໂດຍຜ່ານການບໍາລຸງຮັກສາມາດຕະຖານ, ອັດຕາການລົ້ມເຫຼວຂອງເຄື່ອງ slitting ຄວາມໄວສູງສາມາດຫຼຸດລົງຫຼາຍກ່ວາ 40%, ຢ່າງຫຼວງຫຼາຍຕໍ່ອາຍຸການບໍລິການຂອງຕົນ!