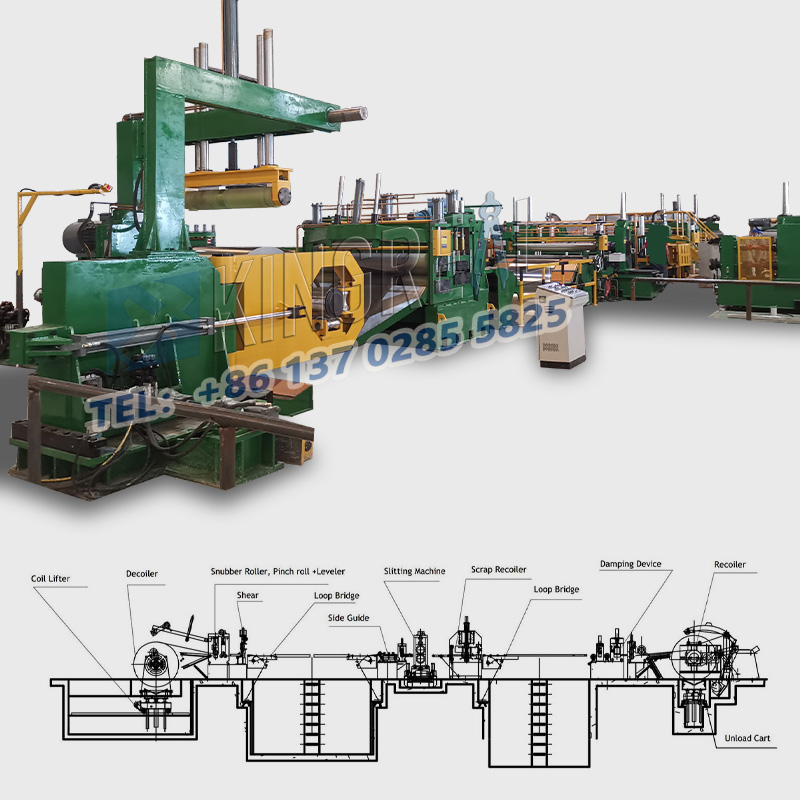
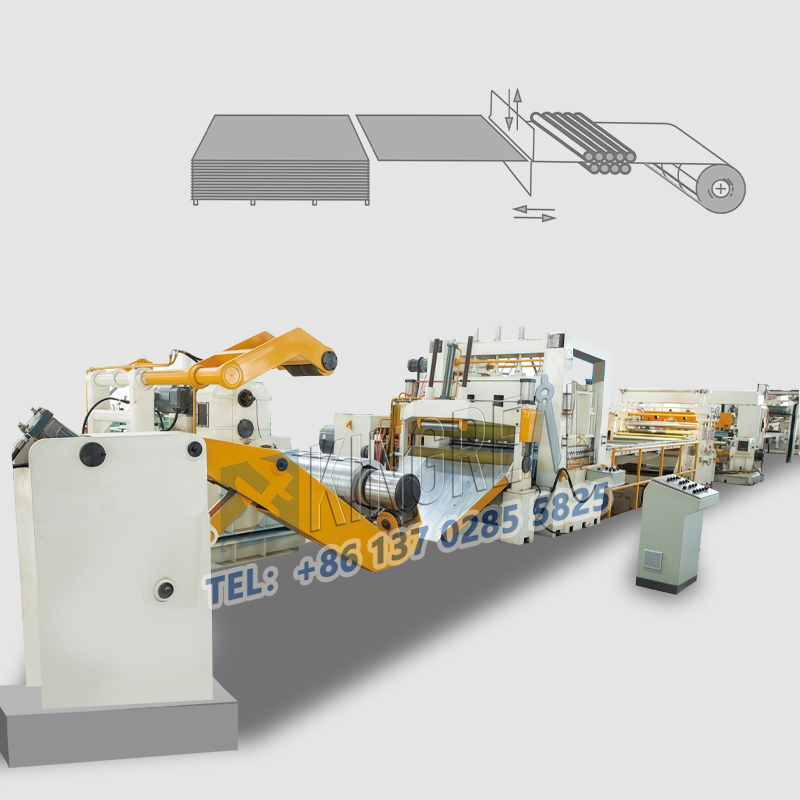
ໃນຂົງເຂດການປຸງແຕ່ງທໍ່ໂລຫະ,ເຄື່ອງຕັດແຖບເຫຼັກຖືກນໍາໃຊ້ເພື່ອຕັດທໍ່ໂລຫະຕາມລວງຍາວເຊັ່ນ: ສະແຕນເລດ, ອາລູມິນຽມ, ເຫຼັກກາກບອນ, ແລະເຫຼັກຊິລິຄອນ. ຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບຂອງແຖບແຄບ, ຄວາມລຽບຂອງການຕັດ, ແລະການມີຫຼືບໍ່ມີຂອງ burrs ຫຼື camber ແມ່ນທັງຫມົດຖືກກໍານົດໂດຍກົງໂດຍການເກັບກູ້ລະຫວ່າງແຜ່ນໃບເທິງແລະຕ່ໍາຂອງເສັ້ນ slitting ເຫຼັກກ້າ.
ໃນການຜະລິດປະຈໍາວັນ, ທຸກຄັ້ງທີ່ຄວາມຫນາຂອງເສັ້ນລວດຖືກປຸງແຕ່ງມີການປ່ຽນແປງ, ຫຼືວັດສະດຸທີ່ແຕກຕ່າງກັນທີ່ມີຄວາມແຂງແຕກຕ່າງກັນ, ຜູ້ປະຕິບັດງານຕ້ອງປັບຕົວຕັດແຜ່ນຂອງເຄື່ອງຕັດແຜ່ນເຫຼັກພ້ອມໆກັນ.
ການເກັບກູ້ແຜ່ນໃບທີ່ເຫມາະສົມຊ່ວຍໃຫ້ເສັ້ນຕັດແຖບເຫຼັກສາມາດຕັດແຖບແຄບທີ່ມີຄວາມແມ່ນຍໍາສູງດ້ວຍການຕັດກ້ຽງ, ບໍ່ມີ burr ແລະຊັ້ນຕັດສ່ວນທີ່ເປັນເອກະພາບ; ມູນຄ່າການເກັບກູ້ທີ່ບໍ່ເຫມາະສົມຈະເຮັດໃຫ້ເກີດຄວາມບົກຜ່ອງດ້ານການຜະລິດຈໍານວນຫລາຍເຊັ່ນ: ການມ້ວນຂອບ, ການຂັດແຜ່ນໃບ, ແຜ່ນເຫຼັກ, ແລະການສະສົມຂອງ burrs ຂອບ. ບົດຄວາມນີ້, KINGREAL STEEL SLITTER, ຈະສົມທົບການປະສົບການປະຕິບັດກັບມາດຕະຖານພາລາມິເຕີການເກັບກູ້ເພື່ອອະທິບາຍຢ່າງເຕັມສ່ວນຕາມເຫດຜົນການປັບ, ວິທີການປະຕິບັດ, ແລະການຕັ້ງຄ່າຕົວກໍານົດການສະເພາະສໍາລັບການເກັບກູ້ແຜ່ນໃບຄ້າຍຄືຂອງແຜ່ນເຫຼັກ.

ຄວາມສໍາພັນລະຫວ່າງການເກັບກູ້ແຜ່ນໃບ & ຄວາມຊັດເຈນຂອງເສັ້ນດ່າງໃນເຄື່ອງຕັດແຖບເຫຼັກ
ການເກັບກູ້ແຜ່ນໃບຂອງເຄື່ອງຕັດແຖບເຫຼັກຫມາຍເຖິງຊ່ອງຫວ່າງ radial ຊ້າຍໃນເວລາທີ່ຊຸດເທິງແລະຕ່ໍາຂອງຕາຫນ່າງແຜ່ນຕັດວົງ. ມູນຄ່ານີ້ບໍ່ແມ່ນຄ່າຄົງທີ່ຄົງທີ່ແຕ່ມີການປ່ຽນແປງແບບເຄື່ອນໄຫວທີ່ມີສອງຕົວແປຫຼັກຂອງຄວາມໜາ ແລະ ຄວາມແຂງຂອງວັດສະດຸທີ່ປຸງແຕ່ງແລ້ວ. ທັງສອງປັດໃຈເຫຼົ່ານີ້ກໍານົດໂດຍກົງຄຸນນະພາບ slitting ຂອງເສັ້ນເຫຼັກ slitting.
1. ຄວາມຫນາຂອງວັດສະດຸ
ເມື່ອຄວາມຫນາຂອງວັດສະດຸມ້ວນທີ່ປຸງແຕ່ງມີການປ່ຽນແປງ, ການເກັບກູ້ແຜ່ນໃບຂອງເຄື່ອງຕັດແຜ່ນເຫຼັກຕ້ອງໄດ້ຮັບການປັບຕາມຄວາມເຫມາະສົມ. ຖ້າເສັ້ນ slitting ແຜ່ນເຫຼັກປະມວນຜົນແຜ່ນໂລຫະຫນາ, ການເກັບກູ້ແຜ່ນໃບຄວນໄດ້ຮັບການເພີ່ມຂຶ້ນຢ່າງເຫມາະສົມ; ການເກັບກູ້ຂະຫນາດນ້ອຍເກີນໄປຈະເຮັດໃຫ້ແຜ່ນໃບເທິງແລະຕ່ໍາບີບບັງຄັບວັດສະດຸແຜ່ນ, ເພີ່ມການໂຫຼດຢູ່ໃນຮ່າງກາຍຂອງແຜ່ນໃບຄ້າຍຄື, ຊຶ່ງສາມາດນໍາໄປສູ່ການແຕກຫັກແລະການຜິດປົກກະຕິຂອງແຜ່ນຕັດ, ເຮັດໃຫ້ອາຍຸການໃຊ້ງານສັ້ນລົງຢ່າງຫຼວງຫຼາຍຂອງເຄື່ອງຕັດແລະ spindle ຂອງແຜ່ນເຫຼັກ.
ໃນທາງກົງກັນຂ້າມ, ເມື່ອເສັ້ນຕັດແຖບເຫຼັກປ່ຽນໄປສູ່ວັດສະດຸບາງໆ, ການເກັບກູ້ແຜ່ນໃບຕ້ອງຖືກຫຼຸດລົງ. ຖ້າການເກັບກູ້ມີຂະຫນາດໃຫຍ່ເກີນໄປ, ແຜ່ນໃບບໍ່ສາມາດຕັດໄດ້ຢ່າງສົມບູນ, ແຄມວັດສະດຸຈະຖືກຈີກຂາດໃນລະຫວ່າງຂະບວນການຕັດ, ແລະ burrs ຈໍານວນຫລາຍຈະປາກົດຢູ່ທັງສອງດ້ານຂອງແຖບສໍາເລັດຮູບ. ໃນກໍລະນີຮ້າຍແຮງ, ແຖບແຄບທັງຫມົດຈະມີ camber, ເກີນຄວາມທົນທານຂອງມິຕິລະດັບແລະບໍ່ຕອບສະຫນອງຄວາມຕ້ອງການຂອງການປະທັບຕາລົງລຸ່ມ, ແຜ່ນເຫຼັກ, ແລະຂະບວນການກອບເປັນຈໍານວນ.
ສໍາລັບແຖບໂລຫະບາງໆທີ່ມີຄວາມຫນາຫນ້ອຍກວ່າ 0.1 ມມ, ຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືທາງທິດສະດີຂອງເຄື່ອງຕັດໂລຫະໃກ້ກັບສູນ, ອີງໃສ່ການຕິດກັນຂອງແຜ່ນໃບຄ້າຍຄື micro-interlocking ເພື່ອບັນລຸຄວາມຊັດເຈນ.
2. ຄວາມແຂງຂອງວັດສະດຸແລະຄວາມເຂັ້ມແຂງ tensile
ໂລຫະທີ່ແຕກຕ່າງກັນສະແດງໃຫ້ເຫັນຄວາມແຕກຕ່າງທີ່ສໍາຄັນໃນຄວາມເຂັ້ມແຂງ tensile ແລະຄວາມແຂງ, ຜົນອອກມາໃນຊ່ອງຫວ່າງແຜ່ນໃບຄ້າຍຄືທີ່ແຕກຕ່າງກັນຫມົດທີ່ເຫມາະສົມກັບເຄື່ອງ slitting ແຜ່ນເຫຼັກ. ວັດສະດຸທີ່ມີຄວາມແຂງສູງ, ທົນທານຕໍ່ແຮງດັນສູງ, ເຊັ່ນ: ເຫຼັກກາກບອນຫນາ, ເຫລັກສະແຕນເລດ, ແລະເຫຼັກຊິລິຄອນ, ມີໂຄງສ້າງໂມເລກຸນທີ່ຫນາແຫນ້ນແລະຄວາມຕ້ານທານຕໍ່ການຕັດທີ່ໃຫຍ່ກວ່າ, ຮຽກຮ້ອງໃຫ້ມີຊ່ອງຫວ່າງຂອງແຜ່ນໃບໃຫຍ່ກວ່າໃນເສັ້ນຕັດແຜ່ນເຫຼັກ. ວັດສະດຸທີ່ມີຄວາມອ່ອນນຸ້ມ, ມີຄວາມເຂັ້ມແຂງຕໍ່າ, ເຊັ່ນອາລູມິນຽມບໍລິສຸດແລະແຜ່ນອາລູມິນຽມບາງໆ, ມີພລາສຕິກສູງແລະທົນທານຕໍ່ການຕັດຕ່ໍາ, ຊ່ວຍໃຫ້ຊ່ອງຫວ່າງຂອງແຜ່ນໃບມີຂະຫນາດນ້ອຍກວ່າທີ່ເຫມາະສົມໃນເຄື່ອງຕັດແຜ່ນເຫຼັກ.
ຫຼັກການທາງກາຍະພາບຂອງການຕັດໂລຫະບໍ່ແມ່ນການຕັດທີ່ບໍລິສຸດ, ແຕ່ການຕັດບາງສ່ວນແລະການແຕກ tensile ຂອງວັດສະດຸແຜ່ນພາຍໃຕ້ຄວາມກົດດັນຂອງແຜ່ນໃບຄ້າຍຄື. ວັດສະດຸທີ່ມີຄວາມແຂງສູງກວ່າມີອັດຕາສ່ວນຂອງກະດູກຫັກຂອງພາດສະຕິກທີ່ສູງກວ່າ, ຮຽກຮ້ອງໃຫ້ມີຊ່ອງຫວ່າງທີ່ໃຫຍ່ກວ່າເພື່ອບັນລຸສ່ວນຕັດລຽບ. ອາລູມິນຽມອ່ອນສະແດງໃຫ້ເຫັນການຜິດປົກກະຕິພາດສະຕິກຂະຫນາດໃຫຍ່; ຊ່ອງຫວ່າງຫຼາຍເກີນໄປສາມາດເຮັດໃຫ້ເກີດການ extrusion ວັດສະດຸ, flaking, ແລະຂໍ້ບົກພ່ອງ curling.
ວິທີການປັບມາດຕະຖານສໍາລັບຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືເສັ້ນ Slitting Strip ເຫຼັກກ້າ
ປະຈຸບັນ, ກະແສຕົ້ນຕໍທີ່ສຸດເຄື່ອງຕັດແຖບເຫຼັກໃນຕະຫຼາດແມ່ນອີງໃສ່ shims ຄວາມແມ່ນຍໍາເພື່ອບັນລຸການຄວບຄຸມທີ່ຊັດເຈນຂອງຊ່ອງຫວ່າງແຜ່ນໃບ. ໂດຍການເພີ່ມຫຼືເອົາ shims ແລະພຸ່ມໄມ້ທີ່ມີຄວາມຫນາທີ່ແຕກຕ່າງກັນ, ຊ່ອງຫວ່າງ radial ລະຫວ່າງແຜ່ນໃບຄ້າຍຄື cutter ເທິງແລະຕ່ໍາໄດ້ຖືກຄວບຄຸມທີ່ຊັດເຈນ. ຂະບວນການປັບສົມບູນປະກອບດ້ວຍສີ່ປະຕິບັດການຫຼັກ:
(1) ການຈັບຄູ່ Shim ກັບຊ່ອງຫວ່າງພື້ນຖານ
ກ່ອນທີ່ຈະ slitting ຢ່າງເປັນທາງການ, ທໍາອິດຢືນຢັນວັດສະດຸແລະຄວາມຫນາຂອງມ້ວນ, ເລືອກມູນຄ່າຊ່ອງຫວ່າງພື້ນຖານຕາມຕາຕະລາງພາລາມິເຕີຊ່ອງຫວ່າງ, ແລະຫຼັງຈາກນັ້ນເລືອກເອົາ shims ຄວາມແມ່ນຍໍາຂອງຄວາມຫນາທີ່ສອດຄ້ອງກັນເພື່ອປະກອບທັງສອງດ້ານຂອງ shaft cutter ແລະແຜ່ນໃບຄ້າຍຄືຂອງເສັ້ນ slitting ເຫຼັກກ້າ. ຄວາມຫນາຂອງ shim ທີ່ສອດຄ່ອງກັນຢ່າງແນ່ນອນຈະຮັບປະກັນວ່າແຜ່ນເຫຼັກຂອງເຄື່ອງຕັດແຜ່ນເຫຼັກແມ່ນມີສ່ວນຮ່ວມຢ່າງເທົ່າທຽມກັນ, ປ້ອງກັນການບີບອັດດ້ານຫນຶ່ງ, ການແຕກ, ແລະຂອບ curling ໃນລະຫວ່າງການຂະບວນການຕັດ. ນີ້ຊ່ວຍຫຼຸດຜ່ອນການສວມໃສ່ຂອງແຜ່ນໃບຢ່າງຫຼວງຫຼາຍແລະຍືດອາຍຸການບໍລິການຂອງເຄື່ອງຕັດທັງຫມົດ.
(2) ການບີບອັດແລະການແກ້ໄຂຄວາມເຂັ້ມຂອງແຜ່ນໃບ
ຖ້າແຜ່ນເຫຼັກຖືກໃຊ້ພາຍໃຕ້ຄວາມເຂັ້ມຂຸ້ນສູງເປັນເວລາດົນນານແລະແຜ່ນໃບຖືກຕີຢູ່ຂ້າງຫນຶ່ງ, ຄວາມເຂັ້ມຂົ້ນຂອງແຜ່ນໃບຈະກາຍເປັນບໍ່ສົມດຸນ. ເຖິງແມ່ນວ່າຂໍ້ກໍາຫນົດ shim ຖືກຕ້ອງ, ຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືຈະເຫນັງຕີງໃນລະຫວ່າງການປະຕິບັດງານ. ປະເພດຂອງການເຮັດວຽກຜິດປົກກະຕິນີ້ບໍ່ສາມາດປັບໄດ້ໂດຍໃຊ້ shims. ຊຸດຂອງແຜ່ນໃບທັງຫມົດຕ້ອງໄດ້ຮັບການຖອດອອກຈາກ shaft ຂອງເຄື່ອງຕັດແຜ່ນເຫຼັກ, ສົ່ງໄປຫາເຄື່ອງ grinder ມືອາຊີບສໍາລັບການ grinder ອີກເທື່ອຫນຶ່ງແລະການ grinding ພາຍນອກ, ແກ້ໄຂຄວາມເຂັ້ມຂົ້ນຂອງແຜ່ນໃບຄ້າຍຄື, ແລະຫຼັງຈາກນັ້ນຕິດຕັ້ງໃຫມ່ໃນສາຍ slitting ເຫຼັກກ້າກ່ອນທີ່ຈະປັບຊ່ອງຫວ່າງ shim ໄດ້.
(3) ການແກ້ໄຂ Slitting ບໍ່ສົມດູນ shafts cutters
ເພົາຕັດເທິງ ແລະ ລຸ່ມຂອງເຄື່ອງຕັດແຖບເຫຼັກແມ່ນໄດ້ຮັບຜົນກະທົບຕໍ່ການຕັດເປັນເວລາດົນນານ, ສົ່ງຜົນໃຫ້ພື້ນຜິວເຫຼື້ອມບໍ່ສະໜິດເລັກນ້ອຍ. ໃນລະຫວ່າງການຫມຸນ shaft, ຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືປ່ຽນເປັນໄລຍະ, ເຮັດໃຫ້ burrs ຂ້າງຫນຶ່ງຂອງແຖບສໍາເລັດຮູບແລະຕັດກ້ຽງອີກ. ເພື່ອແກ້ໄຂບັນຫານີ້, ເຄື່ອງຄວນຈະຖືກຢຸດ, ການປະກອບ shaft ຂອງ cutter ແຖບເຫຼັກຕັດສາຍ, disassembled, ພື້ນທີ່ worn ໃນພື້ນຜິວຂອງຮ່າງກາຍ shaft ແລະແກ້ໄຂ, ແລະການດຸ່ນດ່ຽງແບບເຄື່ອນໄຫວຂອງ shaft cutter calibrated ເພື່ອລົບລ້າງການເຫນັງຕີງຂອງຊ່ອງຫວ່າງທີ່ເກີດຈາກການຫມຸນ.
(4) ສະຖຽນລະພາບການຕັດຊ່ອງຫວ່າງທີ່ມີ Bushings
Shims ແລະ bushings ແຍກແມ່ນອົງປະກອບຊ່ວຍຫຼັກສໍາລັບການປັບຊ່ອງຫວ່າງໃນເຄື່ອງ slitting ເຫຼັກກ້າ. ການຕິດຕັ້ງທັງສອງດ້ານຂອງແຕ່ລະກຸ່ມຂອງແຜ່ນໃບ, ພວກເຂົາສາມາດແຍກແຜ່ນໃບໄດ້ຊັດເຈນ, ຄວບຄຸມຊ່ອງຫວ່າງຕັດກຸ່ມດຽວ, ແລະຮັກສາຄວາມຂະຫນານຕາມລວງນອນຂອງແຜ່ນໃບເທິງແລະຕ່ໍາ. ຝາອັດປາກມົດລູກເຫຼັກ ແລະພຸ່ມໄມ້ມີຄວາມເຂັ້ມແຂງສູງ, ປ້ອງກັນແຜ່ນໃບຄ້າຍຄືການຂູດແລະການຂັດກັນຫຼັງຈາກການປະກອບ. ພວກມັນຍັງຮັບປະກັນຊ່ອງຫວ່າງທີ່ເປັນເອກະພາບລະຫວ່າງແຜ່ນໃບຕັດຫຼາຍແຜ່ນຢູ່ໃນແຖບຕັດເຫຼັກທັງໝົດຂອງ shaft cutter, ຮັກສາຄວາມຖືກຕ້ອງຂອງການຕັດທີ່ສອດຄ່ອງໃນທົ່ວຫຼາຍແຖບ.
ມາດຕະຖານການກໍານົດສະເພາະສໍາລັບຕົວກໍານົດການຊ່ອງຫວ່າງຂອງແຜ່ນເຫຼັກຂອງເສັ້ນ Slitting Strip
ການອ້າງອິງຫຼັກສໍາລັບການກໍານົດຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືເຄື່ອງຕັດແຖບເຫຼັກແມ່ນຄວາມຫນາ, ຄວາມແຂງ, ແລະຄວາມເຂັ້ມແຂງ tensile ຂອງວັດສະດຸປຸງແຕ່ງ. ຕາຕະລາງຂ້າງລຸ່ມນີ້ສະແດງໃຫ້ເຫັນຊ່ອງຫວ່າງມາດຕະຖານສໍາລັບໂລຫະທີ່ນໍາໃຊ້ທົ່ວໄປຕ່າງໆທີ່ເຫມາະສົມກັບສາຍ slitting ເຫຼັກກ້າ:
|
ຄວາມຫນາ |
ສະແຕນເລດ |
ອາລູມີນຽມ |
ເຫຼັກກ້າ |
ເຫຼັກກາກບອນ |
Silicon Steel |
| <0.1ມມ |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4ມມ |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| 1.0ມມ |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
ການປັບຊ່ອງຫວ່າງຂອງແຜ່ນໃບເທິງເຄື່ອງຕັດແຜ່ນເຫຼັກແມ່ນຂະບວນການຫຼັກສໍາລັບການຄວບຄຸມຄຸນນະພາບຂອງຜະລິດຕະພັນການປອກມ້ວນສໍາເລັດຮູບ. ການຈັບຄູ່ທີ່ຊັດເຈນຂອງມູນຄ່າຊ່ອງຫວ່າງມີຜົນກະທົບໂດຍກົງຕໍ່ປະສິດທິພາບການຜະລິດ, ການສວມໃສ່ຂອງເຄື່ອງມື, ແລະອັດຕາຄຸນສົມບັດຂອງຜະລິດຕະພັນສໍາເລັດຮູບຂອງເສັ້ນ slitting ເຫຼັກກ້າ. ໃນລະຫວ່າງການປະຕິບັດງານປະຈໍາວັນຂອງເຄື່ອງຕັດແຖບເຫຼັກ, ຜູ້ປະກອບການຕ້ອງຈື່ຈໍາຊ່ອງຫວ່າງທີ່ສອດຄ້ອງກັນກັບວັດສະດຸແລະຄວາມຫນາ, ໃຊ້ shims ຄວາມແມ່ນຍໍາສໍາລັບການປັບຕົວຢ່າງຖືກຕ້ອງ, ແລະກວດເບິ່ງແຜ່ນໃບຄ້າຍຄືແລະ shaft cutter ເປັນປະຈໍາເພື່ອຫຼຸດຜ່ອນຄວາມລົ້ມເຫຼວຂອງການຜະລິດເຊັ່ນ: burrs, chipping, ແລະ deviations ມິຕິລະດັບ.
ສໍາລັບຂໍ້ມູນເພີ່ມເຕີມກ່ຽວກັບເສັ້ນເຫຼັກ slittingການມອບຫມາຍ, ການຄັດເລືອກເຄື່ອງມື, ຄໍາແນະນໍາການປຸງແຕ່ງມ້ວນ, ຫຼືເພື່ອປັບແຕ່ງເຄື່ອງຕັດແຖບເຫຼັກອັດຕະໂນມັດຢ່າງສົມບູນທີ່ເຫມາະສົມກັບເຫລໍກສະແຕນເລດ, ເຫຼັກກ້າຄາບອນ, ແລະອາລູມິນຽມ, ກະລຸນາຕິດຕໍ່ KINGREAL STEEL SLITTER ໂດຍກົງ!