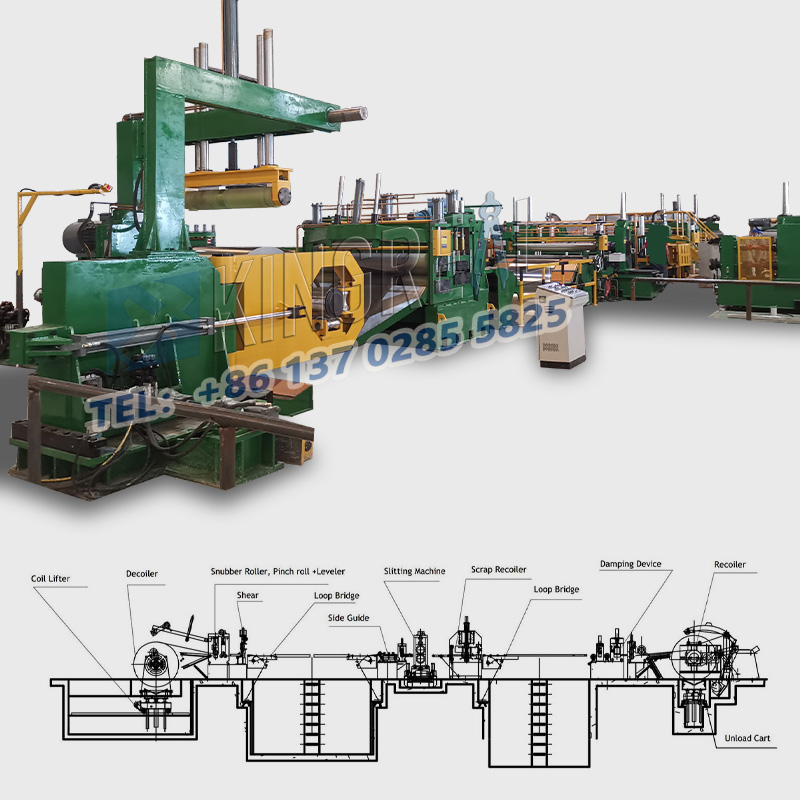
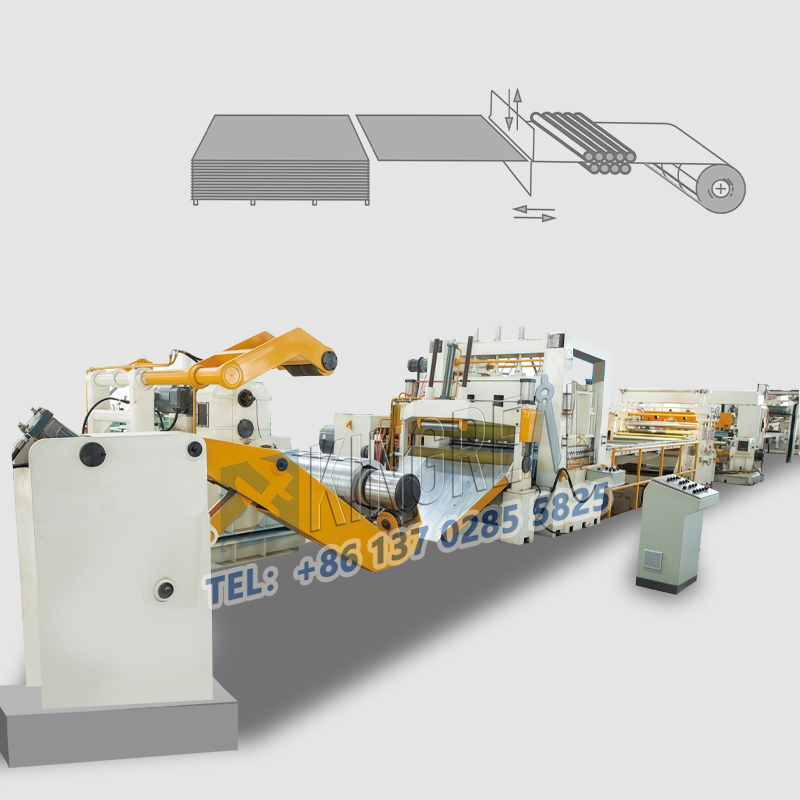
ເຄື່ອງຕັດໂລຫະ, ຊຶ່ງເອີ້ນກັນວ່າເຄື່ອງ slitting coil ເຫຼັກຫຼືເຄື່ອງ slitting ໂລຫະ, ມີລະດັບຄວາມກ້ວາງຂອງຄໍາຮ້ອງສະຫມັກແລະຕໍາແຫນ່ງທີ່ສໍາຄັນໃນອຸດສາຫະກໍາການປຸງແຕ່ງໂລຫະ. ຫນ້າທີ່ຕົ້ນຕໍຂອງອຸປະກອນນີ້ແມ່ນການຕັດລວດໂລຫະກວ້າງຢ່າງຖືກຕ້ອງເຂົ້າໄປໃນແຖບແຄບຫຼາຍເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງຂະບວນການຜະລິດທີ່ແຕກຕ່າງກັນ.

ເຄື່ອງຕັດໂລຫະ ມີບົດບາດສໍາຄັນໃນອຸດສາຫະກໍາຈໍານວນຫນຶ່ງ, ແລະຄວາມແມ່ນຍໍາສູງແລະປະສິດທິພາບຂອງພວກເຂົາເຮັດໃຫ້ພວກເຂົາຂາດບໍ່ໄດ້ສໍາລັບຂະບວນການປຸງແຕ່ງໂລຫະ. ບໍ່ວ່າຈະຢູ່ໃນການຜະລິດລົດຍົນ, ການກໍ່ສ້າງ, ການຜະລິດໄຟຟ້າ, ການຜະລິດເຄື່ອງໃຊ້ໃນເຮືອນ, ການຫຸ້ມຫໍ່, ຫຼືອຸດສາຫະກໍາການບິນແລະການທະຫານ, ເຄື່ອງຕັດໂລຫະແມ່ນຕອບສະຫນອງຄວາມຕ້ອງການປຸງແຕ່ງທີ່ມີຄວາມແມ່ນຍໍາແລະຄວາມຕ້ອງການສູງທີ່ຫລາກຫລາຍດ້ວຍປະສິດທິພາບແລະຄວາມຫນ້າເຊື່ອຖືທີ່ດີເລີດ.
ໃນຂົງເຂດການປຸງແຕ່ງໂລຫະ, ຄວາມຖືກຕ້ອງແລະປະສິດທິພາບຂອງອຸປະກອນມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ຄຸນນະພາບຂອງຜົນຜະລິດ. ຫນຶ່ງໃນອົງປະກອບທີ່ສໍາຄັນໃນ slitter ໂລຫະຫຼື slitter ມ້ວນແມ່ນແຜ່ນໃບຄ້າຍຄື. ການຮັບປະກັນວ່າເຄື່ອງເຮັດວຽກໂດຍບໍ່ມີບັນຫາ deviation ຂອງແຜ່ນໃບຄ້າຍຄືແມ່ນສໍາຄັນຕໍ່ການຮັກສາຄວາມສອດຄ່ອງແລະຄວາມສົມບູນຂອງການຕັດໂລຫະ. ໃນບົດຄວາມນີ້, ພວກເຮົາຈະເບິ່ງສາເຫດທົ່ວໄປຂອງການ deflection ຂອງແຜ່ນໃບຄ້າຍຄືໃນ slitter ແຜ່ນໂລຫະແຜ່ນແລະສະຫນອງການແກ້ໄຂການປະຕິບັດ.
"ເປັນຫຍັງ slitter blade ຈຶ່ງເກີດຄວາມຜິດພາດ?"
ການເຫນັງຕີງຂອງແຜ່ນໃບຄ້າຍຄືໂລຫະສາມາດນໍາໄປສູ່ການຕັດທີ່ມີຄຸນນະພາບທີ່ບໍ່ດີ, ການເພີ່ມຂຶ້ນຂອງວັດສະດຸແລະຄ່າໃຊ້ຈ່າຍໃນການດໍາເນີນງານທີ່ສູງຂຶ້ນ. ມັນເປັນສິ່ງ ສຳ ຄັນທີ່ຈະ ກຳ ນົດສາເຫດຂອງຂໍ້ເສື່ອມເສີຍເຫຼົ່ານີ້ແລະປະຕິບັດການແກ້ໄຂຢ່າງມີປະສິດທິຜົນ. ຫນຶ່ງໃນສາເຫດຕົ້ນຕໍຂອງການ deviations ຂອງແຜ່ນໃບຄ້າຍຄືແມ່ນການແກ້ໄຂການຢຸດເຊົາການວາງຕໍາແໜ່ງອາຫານຢ່າງຖືກຕ້ອງ. ຖ້າການຢຸດເຊົາບໍ່ສອດຄ່ອງຢ່າງຖືກຕ້ອງ, ນີ້ສາມາດນໍາໄປສູ່ຄວາມກົດດັນທີ່ບໍ່ສະເຫມີກັນໃນແຜ່ນໃບຄ້າຍຄືໃນລະຫວ່າງການຕັດ, ເຊິ່ງນໍາໄປສູ່ການ deviations.
ການນໍາໃຊ້ແຜ່ນໃບຄ້າຍຄືທີ່ dulled ໃນບາງພື້ນທີ່ຍັງສາມາດເຮັດໃຫ້ເກີດ deviation ໄດ້. ເມື່ອບາງສ່ວນຂອງແຜ່ນໃບແມ່ນຈືດໆ, ມັນຕັດດ້ວຍຄວາມໄວທີ່ແຕກຕ່າງຈາກສ່ວນແຫຼມ, ເຮັດໃຫ້ມີການຕັດທີ່ບໍ່ສອດຄ່ອງກັນ.
ການຈັດຮຽງທີ່ບໍ່ຖືກຕ້ອງຂອງລໍ້ຄູ່ມືເຈ້ຍຍັງເປັນສາເຫດທົ່ວໄປຂອງການບິດເບືອນແຜ່ນໃບ. ລໍ້ຄູ່ມືກະດາດຕ້ອງສອດຄ່ອງຢ່າງຖືກຕ້ອງເພື່ອຮັບປະກັນວ່າວັດສະດຸຈະຜ່ານເສັ້ນຜ່າສູນກາງເປັນເສັ້ນຊື່.

"ວິທີການປັບປຸງຄວາມແມ່ນຍໍາຂອງຜະລິດຕະພັນ slitting?"
ແຜ່ນໃບຄ້າຍຄືໂລຫະທີ່ຈືດໆສາມາດນໍາໄປສູ່ສະພາບທີ່ຫລາກຫລາຍເຊັ່ນ: burrs, creases ແລະຄວາມເສຍຫາຍຕໍ່ວັດຖຸດິບຂອງຜະລິດຕະພັນ slit. ບັນຫາຂອງ burrs ໃນອຸປະກອນການ slit ປົກກະຕິແລ້ວແມ່ນເກີດຈາກແຜ່ນໃບຄ້າຍຄືຈືດໆ, ແຜ່ນໃບຄ້າຍຄື overlap ຊ່ອງມີດຕື້ນເກີນໄປ, ຫຼື debris ຈັບຢູ່ໃນຊ່ອງມີດ. ເພື່ອປ້ອງກັນ burrs, ໃຫ້ແນ່ໃຈວ່າແຜ່ນໃບຄ້າຍຄືແຫຼມແລະຮັກສາເປັນປົກກະຕິ. ປັບການທັບຊ້ອນກັນຂອງແຜ່ນໃບດ້ວຍແຜ່ນມີດໃຫ້ຄວາມເລິກທີ່ແນະນໍາ (ປົກກະຕິແລ້ວພາຍໃນ 2.5 ມມ). ເຮັດຄວາມສະອາດຊ່ອງມີດເປັນປົກກະຕິເພື່ອເອົາສິ່ງເສດເຫຼືອທີ່ອາດຈະແຊກແຊງຂະບວນການຕັດ.
1. ຮອຍແຕກ ແລະ ນໍ້າຕາໃນອຸປະກອນການຂັດອາດເກີດຈາກປັດໃຈຈໍານວນຫນຶ່ງ, ລວມທັງວັດສະດຸປ້ອນເຂົ້າທີ່ມີຄຸນນະພາບບໍ່ດີ ແລະ ຮອຍແຕກເລິກເກີນໄປ. ໃຊ້ວັດສະດຸປ້ອນເຂົ້າທີ່ມີຄຸນນະພາບສູງເພື່ອຫຼຸດຜ່ອນຄວາມເປັນໄປໄດ້ຂອງການແຕກຫັກແລະຮອຍແຕກ. ຫຼຸດຜ່ອນການຈີກຂາດໂດຍການປັບຄວາມເລິກຂອງ crimp ໃນລະດັບທີ່ເຫມາະສົມເພື່ອປ້ອງກັນຄວາມກົດດັນຫຼາຍເກີນໄປຈາກການນໍາໃຊ້ກັບວັດສະດຸ.
2. ຮອຍແຕກ ແລະ ນໍ້າຕາໃນອຸປະກອນການຂັດອາດເກີດຈາກປັດໃຈຈໍານວນຫນຶ່ງ, ລວມທັງວັດສະດຸປ້ອນເຂົ້າທີ່ມີຄຸນນະພາບບໍ່ດີ ແລະ ຮອຍແຕກເລິກ. ໃຊ້ວັດສະດຸປ້ອນເຂົ້າທີ່ມີຄຸນນະພາບສູງເພື່ອຫຼຸດຜ່ອນຄວາມເປັນໄປໄດ້ຂອງການແຕກຫັກແລະຮອຍແຕກ. ປັບຄວາມເລິກຂອງ crimp ໃນລະດັບທີ່ເຫມາະສົມເພື່ອປ້ອງກັນຄວາມກົດດັນຫຼາຍເກີນໄປຈາກການນໍາໃຊ້ກັບວັດສະດຸ, ດັ່ງນັ້ນການຫຼຸດຜ່ອນການ tearing.
3. ຂອບບໍ່ຕັ້ງສາກຂອງວັດສະດຸຂັດອາດເກີດຈາກບັນຫາຫຼາຍຢ່າງ, ລວມທັງມຸມໃບບໍ່ຖືກຕ້ອງ, ແຜ່ນໃບບໍ່ຕັ້ງຢູ່ໃນຮ່ອງ, ຫຼືໃບມີດິນບໍ່ສອດຄ່ອງ. ກວດເບິ່ງມຸມຂອງແຜ່ນໃບເປັນແຕ່ລະໄລຍະແລະເຮັດການປັບຕົວເພື່ອຮັບປະກັນວ່າມັນຕັ້ງຂວາງກັບວັດສະດຸ. ວາງແຜ່ນໃບໄວ້ກາງໃນຊ່ອງມີດ ແລະໃຫ້ແນ່ໃຈວ່າຈະແຫຼມແຜ່ນໃບໃຫ້ເທົ່າກັນເພື່ອຮັກສາມຸມຕັດທີ່ສອດຄ່ອງ.

ການແກ້ໄຂຂໍ້ເທັດຈິງຂອງແຜ່ນໃບຄ້າຍຄືໃນທໍ່ເຫຼັກກ້າຫຼືແຜ່ນເຫຼັກແມ່ນສໍາຄັນຕໍ່ການຮັກສາຄຸນນະພາບແລະປະສິດທິພາບຂອງການດໍາເນີນງານການຕັດໂລຫະຂອງທ່ານ. ໂດຍການເຂົ້າໃຈສາເຫດທົ່ວໄປຂອງ deviations ເຫຼົ່ານີ້ແລະປະຕິບັດການແກ້ໄຂທີ່ເຫມາະສົມ, ທ່ານສາມາດຮັບປະກັນວ່າເຄື່ອງ slitting ໂລຫະຂອງທ່ານດໍາເນີນການທີ່ດີທີ່ສຸດ, ການຜະລິດວັດສະດຸຕັດຄຸນນະພາບສູງແລະຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ.