1. ໃນລະຫວ່າງການປະຕິບັດງານຂອງອຸປະກອນເຄື່ອງຕັດໂລຫະ, ຖ້າເຄື່ອງມືມີບັນຫາ swing ຂ້າງ, ມັນຈະເຮັດໃຫ້ເກີດຄວາມບົກຜ່ອງດ້ານມິຕິ, ເຊັ່ນ swing ຂ້າງຂອງເຄື່ອງມືແລະເສັ້ນຜ່າກາງນອກຂອງເຄື່ອງມື. ເນື່ອງຈາກວ່າມູນຄ່າ swing ຂ້າງຂອງເຄື່ອງມືບໍ່ສາມາດເປັນສູນ. ເຫດຜົນແມ່ນຄວາມຜິດພາດທີ່ຊັດເຈນຂອງຄວາມຫນາຂອງເຄື່ອງມື, ເສັ້ນຜ່າກາງພາຍໃນ, ຄວາມກວ້າງຂອງແຂນ spacer, ແລະອື່ນໆ, ແລະການ warping ທີ່ເກີດຈາກຄວາມກົດດັນຂ້າງຄຽງໃນເວລາທີ່ແຜ່ນຫນາແມ່ນ sheared.
2. ໃນລະຫວ່າງການຜະລິດອຸປະກອນເຄື່ອງຕັດເຫລໍກ, ແຜ່ນເຫຼັກມີບັນຫາຂອງ warping transverse, ເຊິ່ງເຮັດໃຫ້ຂະຫນາດ width ບໍ່ດີ. ນີ້ແມ່ນຍ້ອນວ່າຜະລິດຕະພັນທີ່ຖືກຕັດຢູ່ໃນສະຖານະ warping ທາງຂວາງແມ່ນວັດແທກທີ່ໃຫຍ່ກວ່າມູນຄ່າການຕັ້ງຄ່າຂອງມີດ.
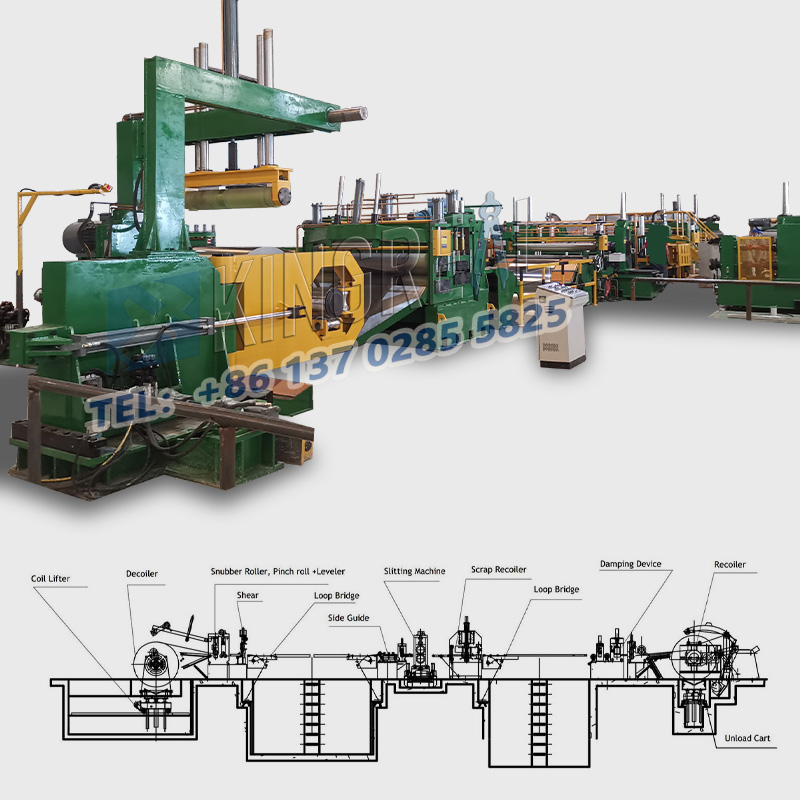
3. ຍ້ອນວ່າເສັ້ນຕັດໂລຫະຖືກຜະລິດແລະດໍາເນີນການ, ມີຄວາມຜິດພາດທີ່ກົງກັນທີ່ແນ່ນອນຢູ່ໃນແຂນ spacer, ມີດ, ແລະອື່ນໆ, ເມື່ອຈໍານວນຕ່ອນຫຼາຍເມື່ອມີດຖືກຈັບຄູ່, ຄວາມຜິດພາດສະສົມຈະກາຍເປັນຂະຫນາດໃຫຍ່. ນີ້ແມ່ນເນື່ອງມາຈາກການຕັ້ງຄ່າຄວາມທົນທານສູງສຸດທີ່ບໍ່ດີ. ທ່ານຄວນຮູ້ວ່າຄວາມກວ້າງຂອງຜະລິດຕະພັນທີ່ຖືກຕັດໂດຍເຄື່ອງຕັດແມ່ນສະເຫມີຕ່ໍາກວ່າຂະຫນາດຂອງຜະລິດຕະພັນຂອງມີດ. ດັ່ງນັ້ນ, ມັນຈໍາເປັນຕ້ອງຄາດຄະເນລະດັບຄວາມທົນທານຕ່ໍານີ້ລ່ວງຫນ້າ. ເມື່ອມີດຖືກຈັບຄູ່ຢູ່ດ້ານຜະລິດຕະພັນ, ຂະຫນາດຂອງແຂນ spacer ຖືກກໍານົດເປັນເອກະສານອ້າງອີງ.
ວິທີການຕັດທີ່ຖືກນໍາໃຊ້ກໍ່ຄວນພິຈາລະນາ. ໃນການສົມທຽບ, ຖ້າຫາກວ່າອຸປະກອນເຄື່ອງ slitting coil ຮັບການ shearing ຊື່, ຄວາມກົດດັນຂອງ coil ເຫຼັກຈະເພີ່ມຂຶ້ນ, warping transverse ຈະຫາຍໄປ, ແລະຂະຫນາດຍັງຈະຫຼຸດລົງ.

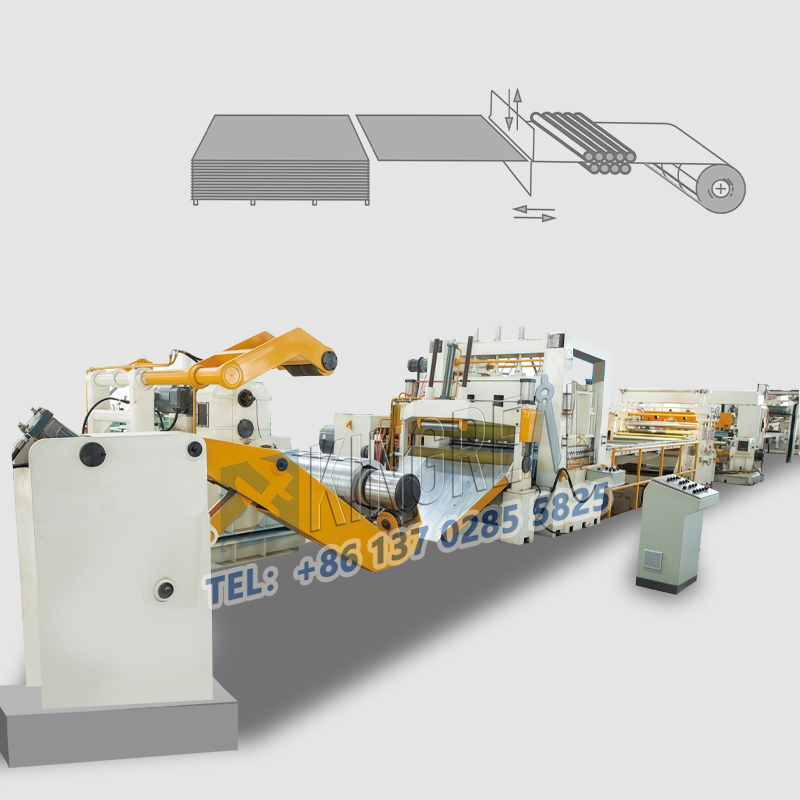
ນອກເຫນືອໄປຈາກເຄື່ອງຕົວມັນເອງ, ຄວາມຫນາແລະຄວາມແຂງຂອງວັດສະດຸໂລຫະກໍານົດຄວາມຕ້ານທານໃນລະຫວ່າງຂະບວນການ slitting. ວັດສະດຸທີ່ຫນາຫຼືແຂງກວ່າແມ່ນມີຄວາມຫຍຸ້ງຍາກຫຼາຍທີ່ຈະຕັດ, ເຊິ່ງສາມາດເຮັດໃຫ້ຄວາມກວ້າງຂອງຄວາມແຕກແຍກໄດ້ງ່າຍຫຼັງຈາກການຕັດ. ໃນຂະນະທີ່ຄວາມຫນາຂອງວັດສະດຸເພີ່ມຂຶ້ນ, ການຜິດປົກກະຕິແລະການຟື້ນຕົວຂອງວັດສະດຸກໍ່ອາດຈະເພີ່ມຂຶ້ນ, ຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງການຕັດ. ໃນເວລາດຽວກັນ, ຄວາມໄວຂອງອາຫານແລະຂະບວນການປະຕິບັດງານໃນລະຫວ່າງການ slitting ຍັງມີຜົນກະທົບຕໍ່ຄຸນນະພາບການຕັດ. ຄວາມໄວໄວເກີນໄປອາດຈະເຮັດໃຫ້ເກີດການຜິດປົກກະຕິຂອງວັດສະດຸແລະຜົນກະທົບຕໍ່ຄວາມກວ້າງຂອງການຕັດ; ຄວາມໄວຊ້າເກີນໄປອາດຈະເຮັດໃຫ້ປະສິດທິພາບການຜະລິດຫຼຸດລົງແລະຂໍ້ບົກພ່ອງໃນດ້ານວັດສະດຸ. ບໍ່ວ່າຈະເປັນຂະບວນການປະຕິບັດການຕອບສະຫນອງຂໍ້ກໍາຫນົດແລະບໍ່ວ່າຈະເປັນການຕັ້ງຄ່າເຄື່ອງມືທີ່ສົມເຫດສົມຜົນແມ່ນກ່ຽວຂ້ອງຢ່າງໃກ້ຊິດກັບຄວາມຖືກຕ້ອງຂອງ width ຫຼັງຈາກການຕັດ.
ນອກເຫນືອໄປຈາກເຄື່ອງຕົວມັນເອງ, ຄວາມຫນາແລະຄວາມແຂງຂອງວັດສະດຸໂລຫະກໍານົດຄວາມຕ້ານທານໃນລະຫວ່າງຂະບວນການ slitting. ວັດສະດຸທີ່ຫນາຫຼືແຂງກວ່າແມ່ນມີຄວາມຫຍຸ້ງຍາກຫຼາຍທີ່ຈະຕັດ, ເຊິ່ງສາມາດເຮັດໃຫ້ຄວາມກວ້າງຂອງຄວາມແຕກແຍກໄດ້ງ່າຍຫຼັງຈາກການຕັດ. ໃນຂະນະທີ່ຄວາມຫນາຂອງວັດສະດຸເພີ່ມຂຶ້ນ, ການຜິດປົກກະຕິແລະການຟື້ນຕົວຂອງວັດສະດຸກໍ່ອາດຈະເພີ່ມຂຶ້ນ, ຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງການຕັດ. ໃນເວລາດຽວກັນ, ຄວາມໄວຂອງອາຫານແລະຂະບວນການປະຕິບັດງານໃນລະຫວ່າງການ slitting ຍັງມີຜົນກະທົບຕໍ່ຄຸນນະພາບການຕັດ. ຄວາມໄວໄວເກີນໄປອາດຈະເຮັດໃຫ້ເກີດການຜິດປົກກະຕິຂອງວັດສະດຸແລະຜົນກະທົບຕໍ່ຄວາມກວ້າງຂອງການຕັດ; ຄວາມໄວຊ້າເກີນໄປອາດຈະເຮັດໃຫ້ປະສິດທິພາບການຜະລິດຫຼຸດລົງແລະຂໍ້ບົກພ່ອງໃນດ້ານວັດສະດຸ. ບໍ່ວ່າຈະເປັນຂະບວນການປະຕິບັດການຕອບສະຫນອງຂໍ້ກໍາຫນົດແລະບໍ່ວ່າຈະເປັນການຕັ້ງຄ່າເຄື່ອງມືທີ່ສົມເຫດສົມຜົນແມ່ນກ່ຽວຂ້ອງຢ່າງໃກ້ຊິດກັບຄວາມຖືກຕ້ອງຂອງ width ຫຼັງຈາກການຕັດ.