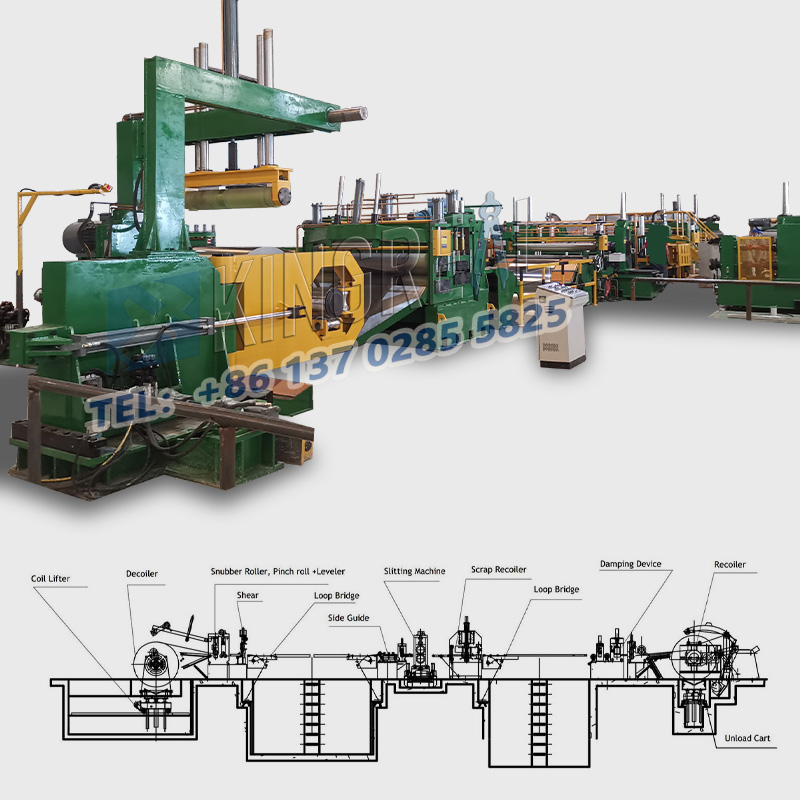
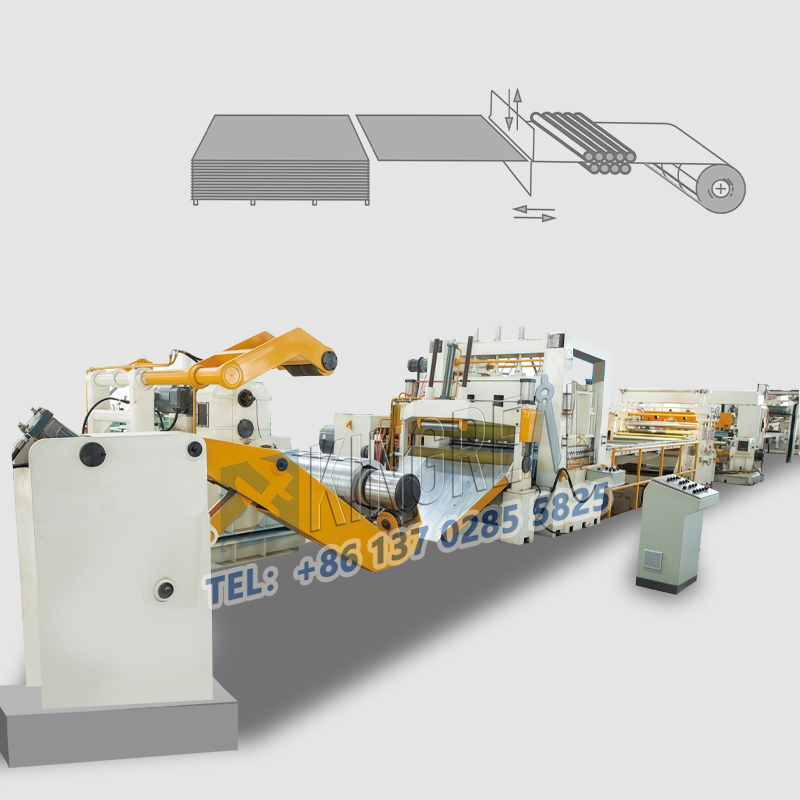
ເຄື່ອງຕັດໂລຫະຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາການປຸງແຕ່ງໂລຫະ, ຕົ້ນຕໍສໍາລັບການຕັດມ້ວນຂະຫນາດໃຫຍ່ຂອງວັດສະດຸໂລຫະເຂົ້າໄປໃນແຖບແຄບຫຼາຍ. ຢ່າງໃດກໍ່ຕາມ, ໃນລະຫວ່າງການປະຕິບັດຕົວຈິງ, ສາຍ slitting ໂລຫະອາດຈະປະສົບກັບຄວາມຜິດປົກກະຕິຕ່າງໆ, ເຊິ່ງເຮັດໃຫ້ປະສິດທິພາບການປຸງແຕ່ງຫຼຸດລົງຫຼືສິ່ງເສດເຫຼືອຂອງວັດສະດຸ. ບົດຄວາມນີ້ໂດຍ KINGREAL STEEL SLITTER ຈະແກ້ໄຂບັນຫາການດໍາເນີນງານທົ່ວໄປຈໍານວນຫນຶ່ງກັບເຄື່ອງຕັດໂລຫະແລະສະຫນອງການແກ້ໄຂທີ່ສອດຄ້ອງກັນເພື່ອຊ່ວຍໃຫ້ຜູ້ໃຊ້ນໍາໃຊ້ສາຍຕັດໂລຫະຂອງພວກເຂົາໄດ້ດີຂຶ້ນ.
1.1 Coil Collapse
ຫຼັງຈາກການຕັດແລ້ວ, ເມື່ອເສັ້ນເຫຼັກອອກຈາກ reel, ມັນມັກຈະພັງລົງແລະກາຍເປັນຮູບໄຂ່. ເຫດຜົນຕົ້ນຕໍສໍາລັບປະກົດການນີ້ແມ່ນຄວາມກົດດັນບໍ່ພຽງພໍໃນລະຫວ່າງການຂະບວນການ winding, ຫຼືການປະກົດຕົວຂອງນ້ໍາປ້ອງກັນ rust ໃນຫນ້າດິນເຫຼັກກ້າ, ປ້ອງກັນບໍ່ໃຫ້ friction ພຽງພໍລະຫວ່າງຊັ້ນ. ເພື່ອແກ້ໄຂບັນຫານີ້, ມາດຕະການດັ່ງຕໍ່ໄປນີ້ສາມາດປະຕິບັດໄດ້:
1.1.1 ໃຫ້ແນ່ໃຈວ່າໃຊ້ຄວາມກົດດັນພຽງພໍໃນລະຫວ່າງການຂະບວນການ winding ເພື່ອປ້ອງກັນການຜິດປົກກະຕິຂອງ coil.
1.1.2 ກວດກາພື້ນຜິວເຫຼັກເປັນປະຈຳ ເພື່ອຮັບປະກັນວ່າມັນສະອາດ ແລະ ບໍ່ມີນໍ້າມັນ, ດັ່ງນັ້ນຈຶ່ງຮັບປະກັນການເກີດການສຽດສີລະຫວ່າງຊັ້ນ.
1.2 ແຂບເຫຼັກກ້າບໍ່ເທົ່າກັນ
ຂອບຂອງເຫຼັກກ້າທີ່ບໍ່ສະເຫມີກັນແມ່ນເກີດມາຈາກປັດໃຈດັ່ງຕໍ່ໄປນີ້:
1.2.1 ຄວາມເຄັ່ງຕຶງທີ່ບໍ່ດີ: ຄວາມເຄັ່ງຕຶງທີ່ອ່ອນແອໃນຕອນເລີ່ມຕົ້ນຂອງ winding ແລະຄວາມກົດດັນທີ່ເຂັ້ມແຂງໃນຕອນທ້າຍຂອງ winding ນໍາໄປສູ່ການ winding ບໍ່ສະເຫມີພາບ. ເພື່ອຫຼີກເວັ້ນການນີ້, ຄວາມກົດດັນຄວນໄດ້ຮັບການເພີ່ມຂຶ້ນໃນຕອນເລີ່ມຕົ້ນຂອງ winding ແລະຫຼຸດລົງໃນຕອນທ້າຍ.
1.2.2 ການແຜ່ກະຈາຍຄວາມເຄັ່ງຕຶງທີ່ບໍ່ສະຫມໍ່າສະເຫມີ: ຖ້າແຖບເຫຼັກບໍ່ໄດ້ຖືກຕັດກົງຢູ່ຂອບຊັ້ນນໍາ, ຫຼືຕົວຍຶດຖືກກັດເຂົ້າໄປໃນຂອບຊັ້ນນໍາຂອງແຖບເຫຼັກໃນລະຫວ່າງການຕັດ, ມັນຈະນໍາໄປສູ່ການກະຈາຍຄວາມກົດດັນທີ່ບໍ່ສະເຫມີພາບ. ກ່ອນທີ່ຈະດໍາເນີນການ, ຢືນຢັນວ່າແຖບ slitting ແມ່ນຕິດແຫນ້ນກັບຫນ້າດິນຂອງ reel ເພື່ອຮັບປະກັນເຖິງແມ່ນວ່າຄວາມກົດດັນ.
1.2.3 Oscillation ໃນ Loop Pit: ຖ້າແຖບເຫຼັກ oscillation ຈາກຂ້າງໄປຂ້າງຄຽງໃນ loop pit, ແລະ rollers ຄູ່ມືຂະຫນາດນ້ອຍບໍ່ໄດ້ຮັບການແກ້ໄຂຢ່າງຖືກຕ້ອງ, ມັນອາດຈະເຮັດໃຫ້ເກີດການປ່ຽນແປງໃນມຸມຂອງແຜ່ນຄວາມກົດດັນ, ເຮັດໃຫ້ winding ບໍ່ສະເຫມີກັນ. ເພື່ອຫຼຸດຜ່ອນການສັ່ນສະເທືອນ, ຜ້າພົມຫຼືຄວາມຮູ້ສຶກສາມາດນໍາໃຊ້ໄດ້ຫຼັງຈາກຂຸມ loop ເພື່ອຕິດຕໍ່ກັບຫນ້າດິນເຫຼັກ, ແລະມ້ວນຄູ່ມືຂະຫນາດນ້ອຍຄວນໄດ້ຮັບການແກ້ໄຂ.
1.2.4 Burr Generation: ສໍາລັບແຖບເຫຼັກແຄບ, burrs ຂະຫນາດໃຫຍ່ຫຼື burrs ບໍ່ສອດຄ່ອງທັງສອງດ້ານໃນລະຫວ່າງການຕັດອາດຈະເຮັດໃຫ້ winding ບໍ່ສະເຫມີກັນ. ແນະນຳໃຫ້ປີ້ນແຜ່ນເຫຼັກດ້ວຍ burrs ຫັນໜ້າຂຶ້ນເທິງໃນຂຸມ loop ເພື່ອໃຫ້ burrs ຫັນໜ້າລົງ, ປ້ອງກັນບັນຫານີ້ຢ່າງມີປະສິດທິພາບ.
ຫຼັງຈາກການຕັດແລ້ວ, ແຖບເຫຼັກກ້າອາດຈະມີຄວາມຜິດປົກກະຕິເຊັ່ນການບິດຂ້າງ. ເຫດຜົນແມ່ນຂ້ອນຂ້າງສັບສົນ:
2.1 ຊ່ອງຫວ່າງ Shear ບໍ່ສະເຫມີກັນ:
ສຸດ ກເຄື່ອງຕັດໂລຫະ, ຈຸດອ້າງອິງທີ່ບໍ່ຖືກຕ້ອງກ່ຽວກັບບ່າ shaft cutter, ການເກັບກູ້ axial ຫຼາຍເກີນໄປຂອງ bearing shaft cutter, ຫຼືຄວາມຜິດພາດຂອງ spacer ຫຼືຄວາມຫນາຂອງມັນສາມາດນໍາໄປສູ່ການຊ່ອງຫວ່າງ shear ບໍ່ສະເຫມີພາບ, ເຮັດໃຫ້ເກີດການຜິດປົກກະຕິ. ການກວດສອບແລະປັບເສັ້ນຕັດໂລຫະເປັນປະຈໍາເພື່ອຮັບປະກັນການເຮັດວຽກປົກກະຕິຂອງມັນສາມາດປ້ອງກັນສະຖານະການນີ້ຢ່າງມີປະສິດທິພາບ.
2.2 ຄວາມໜາຂອງວັດສະດຸ:
ຄວາມແຕກຕ່າງຄວາມຫນາລະຫວ່າງກາງແລະຂອບຂອງວັດສະດຸກວ້າງແມ່ນບັນຫາທົ່ວໄປ, ໂດຍສະເພາະໃນວັດສະດຸມ້ວນ. ເນື່ອງຈາກຄວາມແຕກຕ່າງຂອງຄວາມແມ່ນຍໍາຂອງເສັ້ນ slitting ໂລຫະແລະເຕັກນິກການປັບ, ຄວາມຫນາຂອງວັດສະດຸຈາກຜູ້ຜະລິດທີ່ແຕກຕ່າງກັນຍັງແຕກຕ່າງກັນ. ມັນໄດ້ຖືກແນະນໍາໃຫ້ເຮັດການທົດສອບຄວາມຫນາກ່ອນທີ່ຈະປຸງແຕ່ງແລະປັບຕາມຄວາມແຕກຕ່າງຂອງຄວາມຫນາທີ່ແທ້ຈິງ.
2.3 ການບິດວັດສະດຸພື້ນຖານ:
ຄວາມກົດດັນພາຍໃນທີ່ສ້າງຂຶ້ນໃນວັດສະດຸພື້ນຖານໃນລະຫວ່າງການມ້ວນແມ່ນເອີ້ນວ່າຄວາມກົດດັນທີ່ເຫລືອຢູ່. ການສູນເສຍຄວາມສົມດູນຂອງຄວາມກົດດັນຫຼັງຈາກ slitting ຕາມລວງຍາວອາດຈະນໍາໄປສູ່ການເຫຼັກແຜ່ນເຫຼັກ. ດັ່ງນັ້ນ, ການເລືອກວັດຖຸດິບທີ່ມີຄຸນນະພາບສູງແລະການເພີ່ມປະສິດທິພາບຂອງຂະບວນການມ້ວນແມ່ນການແກ້ໄຂທີ່ສໍາຄັນ.
2.4 Burrs ຫຼືຂອບບໍ່ສອດຄ່ອງ:
ຖ້າຄວາມຫນາຂອງແຜ່ນແມ່ນໃຫຍ່ກວ່າຢູ່ດ້ານຂ້າງທີ່ມີ burrs ໃຫຍ່ກວ່າໃນລະຫວ່າງການມ້ວນ, ມັນຈະນໍາໄປສູ່ເສັ້ນຜ່າສູນກາງຂອງມ້ວນທີ່ໃຫຍ່ກວ່າແລະເປັນຮູບຊົງໂຄ້ງ. ເພື່ອແກ້ໄຂບັນຫານີ້, ເຈ້ຍທີ່ມີຄວາມຫນາທີ່ເຫມາະສົມສາມາດຖືກໃສ່ໃນອີກດ້ານຫນຶ່ງຫຼືຂະບວນການຕັດສາມາດຖືກຮັບຮອງເອົາ.
2.5 Wavy Edges of the Strip:
ໃນລະຫວ່າງການຂະບວນການມ້ວນ, ການປະກົດຕົວຂອງ burrs ອາດຈະເຮັດໃຫ້ຄວາມຫນາແຫນ້ນເພີ່ມຂຶ້ນຢູ່ຂອບຂອງແຖບເຫຼັກ, ເຊິ່ງກໍ່ໃຫ້ເກີດການຍືດຕົວຂອງຂອບ. ໃນລະຫວ່າງການປະຕິບັດງານຂອງເຄື່ອງຕັດໂລຫະ, ການເກັບກູ້ຕາມແນວນອນຕ້ອງໄດ້ຮັບການເພີ່ມຂຶ້ນເພື່ອຫຼຸດຜ່ອນຄວາມກົດດັນດ້ານຂ້າງ. ນອກຈາກນັ້ນ, ການນໍາໃຊ້ແຜ່ນໃບຄ້າຍຄືທີ່ເຫມາະສົມກັບວັດສະດຸທີ່ຖືກຕັດແລະການຫຼຸດຜ່ອນການສວມໃສ່ຂອງແຜ່ນໃບຄ້າຍຄືຍັງຊ່ວຍແກ້ໄຂບັນຫານີ້.
3.1 ຈັບໄດ້ໂດຍ Blades ໄດ້
ເມື່ອຕັດແຖບເຫຼັກແຄບ, ຖ້າແຜ່ນຄວາມກົດດັນຮູບນິ້ວມືບໍ່ເຕັມຊ່ອງຫວ່າງລະຫວ່າງສອງແຜ່ນໃບ, ແຜ່ນເຫຼັກອາດຈະຖືກຈັບດ້ວຍແຜ່ນໃບສອງດ້ານນອກ, ເຮັດໃຫ້ເກີດຮອຍແຕກ. ຍຸດທະສາດທີ່ມີປະສິດທິພາບເພື່ອປ້ອງກັນບັນຫານີ້ແມ່ນການຕື່ມຊ່ອງຫວ່າງລະຫວ່າງແຜ່ນໃບຄ້າຍຄືດ້ານນອກດ້ວຍແຜ່ນຄວາມກົດດັນຮາບພຽງແລະຮັບປະກັນວ່ານ້ໍາມັນກາຊວນຖືກນໍາໃຊ້ເປັນປະຈໍາກັບແຜ່ນໃບຄ້າຍຄືເພື່ອຫຼຸດຜ່ອນຄວາມແຕກຫັກ.
3.2 ຮອຍແຕກຢູ່ Jaws Winding Drum
ໃນເຄື່ອງຕັດໂລຫະ, ຖ້າແຖບເຫລໍກບໍ່ແຫນ້ນແຫນ້ນກັບກອງ winding ໃນໄລຍະ winding ທໍາອິດ, creases ອາດຈະເກີດຂຶ້ນໃນລະຫວ່າງການ winding ຕໍ່ມາ. ເພື່ອຫຼີກເວັ້ນການນີ້, ຄາງກະໄຕຂອງ drum winding ຄວນໄດ້ຮັບການກວດກາເປັນປົກກະຕິ, ແລະມັນຄວນຈະໄດ້ຮັບການຮັບປະກັນວ່າແຖບເຫຼັກໄດ້ຖືກຍຶດຫມັ້ນແລະແຫນ້ນແຫນ້ນກັບ drum ໃນຕອນເລີ່ມຕົ້ນຂອງ winding ໄດ້.
4.1 ເຄື່ອງຫມາຍຂອງແຜ່ນໃບຄ້າຍຄືທີ່ເກີດຈາກແຜ່ນຄວາມກົດດັນ
ຖ້າຄວາມສູງຂອງແຜ່ນຄວາມກົດດັນບໍ່ສອດຄ່ອງກັບແຜ່ນຄູ່ມື, ມັນອາດຈະເຮັດໃຫ້ເກີດຄວາມກົດດັນຫຼາຍເກີນໄປກ່ຽວກັບແຜ່ນເຫຼັກ, ເຮັດໃຫ້ເກີດຮອຍແປ້ວ. ດັ່ງນັ້ນ, ຄວາມສູງຂອງແຜ່ນຄວາມກົດດັນຄວນໄດ້ຮັບການກວດສອບແລະປັບຕົວເປັນປະຈໍາເພື່ອໃຫ້ແນ່ໃຈວ່າມັນສອດຄ່ອງກັບຄວາມສູງຂອງແຜ່ນແນະນໍາ.
4.2 ການສັ່ນສະເທືອນຂອງແຜ່ນຄວາມກົດດັນຂອງແຜ່ນໃບຄ້າຍຄື
ໃນເວລາທີ່ແຜ່ນຄວາມກົດດັນແຜ່ນໃບຄ້າຍຄືສັ່ນສະເທືອນຂຶ້ນແລະລົງ, ມັນຍັງສາມາດເຮັດໃຫ້ເກີດເຄື່ອງຫມາຍແຜ່ນໃບ. ເຄື່ອງຫມາຍຂອງແຜ່ນໃບຄ້າຍຄືເຫຼົ່ານີ້ປົກກະຕິແລ້ວແມ່ນ intermittent, ແລະເຫດຜົນຕົ້ນຕໍປະກອບມີ spindle bending, ການເກັບກູ້ຫຼາຍເກີນໄປລະຫວ່າງແຜ່ນໃບຄ້າຍຄືແລະ spindle, ແລະ sintering ຂອງ debris ໂລຫະໃນອີກດ້ານຫນຶ່ງຂອງແຜ່ນໃບຄ້າຍຄື. ການກວດສອບສະພາບ spindle ແລະການຮັກສາແຜ່ນໃບຄ້າຍຄືສະອາດສາມາດຫຼຸດຜ່ອນການປະກົດຕົວຂອງແຜ່ນໃບຄ້າຍຄືໄດ້.
ສາຍຕັດໂລຫະinevitably ພົບບັນຫາຕ່າງໆໃນລະຫວ່າງການໃຊ້ປະຈໍາວັນ, ແຕ່ບັນຫາຈໍານວນຫຼາຍສາມາດໄດ້ຮັບການຫຼີກເວັ້ນຫຼືຫຼຸດຜ່ອນໂດຍຜ່ານການກວດກາແລະບໍາລຸງຮັກສາລະມັດລະວັງ. ຄວາມເຂົ້າໃຈແລະຊໍານິຊໍານານບັນຫາທົ່ວໄປແລະການແກ້ໄຂຂອງພວກເຂົາສໍາລັບເຄື່ອງຕັດໂລຫະສາມາດຊ່ວຍໃຫ້ຜູ້ໃຊ້ເພີ່ມປະສິດທິພາບຂະບວນການຜະລິດແລະປັບປຸງປະສິດທິພາບການເຮັດວຽກ. KINGREAL STEEL SLITTER ຫວັງວ່າຄໍາແນະນໍາຂ້າງເທິງຈະສະຫນອງການອ້າງອີງທີ່ມີຄຸນຄ່າສໍາລັບທ່ານໃນການນໍາໃຊ້ເສັ້ນຕັດໂລຫະຂອງທ່ານແລະຮັບປະກັນການດໍາເນີນງານຢ່າງຕໍ່ເນື່ອງແລະມີປະສິດທິພາບ. ຖ້າທ່ານມີຄໍາຖາມໃດໆ, ກະລຸນາຕິດຕໍ່ກັບ KINGREAL STEEL SLITER!