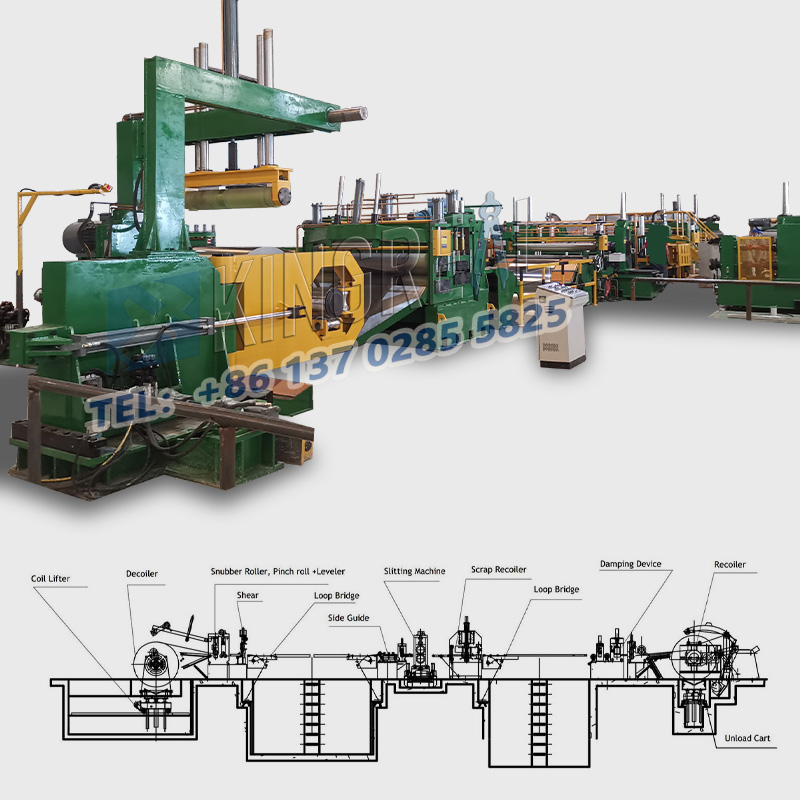
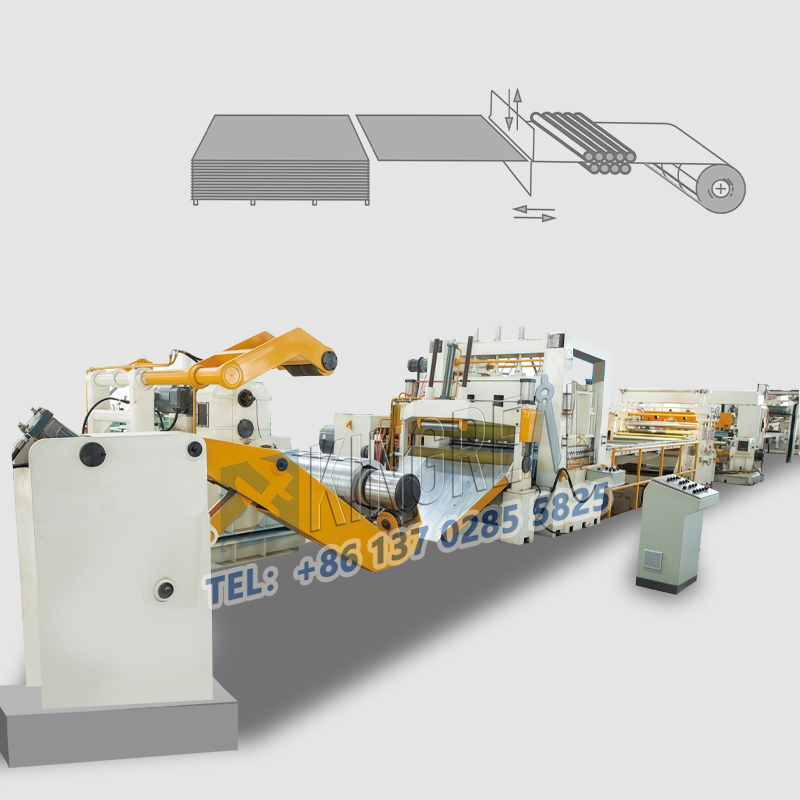
ເຫຼັກເສັ້ນ slitting ເຫຼັກປະຕິບັດການດໍາເນີນງານເຊັ່ນ: unwinding, slitting, ແລະ rewinding ມ້ວນກ້ວາງຂອງວັດສະດຸເພື່ອຜະລິດແຖບແຄບທີ່ມີຄວາມແມ່ນຍໍາສູງແລະບໍ່ມີ burrs. ຢ່າງໃດກໍ່ຕາມ, ບາງປະກົດການຜິດປົກກະຕິອາດຈະເກີດຂຶ້ນໃນລະຫວ່າງການປະຕິບັດງານຂອງເຄື່ອງຕັດທໍ່ເຫຼັກ, ລວມທັງຮູບຮ່າງຂອງ winding ຜິດປົກກະຕິແລະການຜິດປົກກະຕິການປຸງແຕ່ງໂລຫະແຜ່ນ. ບົດຂຽນນີ້ຈາກ KINGREAL STEEL SLITTER ຈະໃຫ້ຄໍາອະທິບາຍຢ່າງລະອຽດກ່ຽວກັບວິທີການແກ້ໄຂບັນຫາທົ່ວໄປໃນສາຍທໍ່ເຫຼັກກ້າເພື່ອຮັບປະກັນການເຮັດວຽກທີ່ມີປະສິດທິພາບ.
1. Soft Coil
- ປະກົດການ: ເນື່ອງຈາກການວ່າງ, ທໍ່ເຫລໍກຈະພັດທະນາເປັນທໍ່ອ່ອນຮູບໄຂ່, ເມື່ອມັນຖືກຖອດອອກຈາກ shaft ເຄື່ອງ rewinding.
- ການແກ້ໄຂ: ໃຫ້ແນ່ໃຈວ່າມີຄວາມກົດດັນພຽງພໍໃນຕອນເລີ່ມຕົ້ນຂອງການ winding, ຫຼັງຈາກນັ້ນຄ່ອຍໆຫຼຸດລົງຄວາມກົດດັນຍ້ອນວ່າປະລິມານຂອງ coil ຂະຫຍາຍຕົວ. ການປັບຄວາມກົດດັນທີ່ເຫມາະສົມສາມາດປ້ອງກັນການປະກົດຕົວຂອງສາຍອ່ອນ.
2. ລົມບໍ່ສະໝ່ຳສະເໝີ
- ປະກົດການ: ທໍ່ເຫຼັກສະແດງໃຫ້ເຫັນຮູບແບບ telescoping ທີ່ເກີດຈາກການ winding ທີ່ບໍ່ຖືກຕ້ອງ.
- ສາເຫດແລະການແກ້ໄຂ:
A. ຄວາມເຄັ່ງຕຶງບໍ່ພຽງພໍ: ຖ້າຄວາມເຄັ່ງຕຶງເບື້ອງຕົ້ນຕໍ່າ, ຄວາມເຄັ່ງຕຶງຈະເກີດຂຶ້ນໃນລະຫວ່າງການສໍາເລັດຮູບ. ເລີ່ມຕົ້ນດ້ວຍການ winding, ມັນແມ່ນແນະນໍາໃຫ້ຍົກສູງຄວາມກົດດັນ; ຄ່ອຍໆຫຼຸດມັນລົງເມື່ອປະລິມານຂອງມ້ວນເພີ່ມຂຶ້ນ.
B. ຄວາມເຄັ່ງຕຶງທີ່ບໍ່ສົມດູນກັນ: ມຸມຕັດບໍ່ດີ ຫຼືການຈັດວາງທິດທາງຜິດພາດອາດສ້າງຄວາມຍາວທີ່ຜິດພາດໃນແຕ່ລະດ້ານ. ໃຫ້ແນ່ໃຈວ່າເຄື່ອງ rewinding ແມ່ນສອດຄ່ອງຢ່າງຖືກຕ້ອງເພື່ອຊ່ວຍຫຼຸດຜ່ອນຄວາມເປັນໄປໄດ້ຂອງການປ່ຽນແປງຄວາມກົດດັນ; ກວດເບິ່ງການຕັ້ງຄ່າຂອງມັນ.
C. ຕໍາແຫນ່ງການມີສ່ວນຮ່ວມຂອງ clamp ພາຍໃນທີ່ບໍ່ດີ: ການມີສ່ວນພົວພັນທີ່ບໍ່ສອດຄ່ອງເຮັດໃຫ້ການປ່ຽນແປງຄວາມກົດດັນ; ຕໍາແຫນ່ງຕົວແຍກຕ້ອງໄດ້ຮັບການປັບຕົວເພື່ອຮັບປະກັນຄວາມສອດຄ່ອງ.
D. ແຖບເຫຼັກແກວ່ງຊ້າຍ ແລະຂວາໃນວົງ: ການໃຊ້ວັດສະດຸອ່ອນໆເຊັ່ນ: ຮູ້ສຶກກົດລົງສາມາດປ້ອງກັນການແກວ່ງໄດ້ຢ່າງມີປະສິດທິພາບ.
E. ການຢຸດເຊົາສາຍການຜະລິດ: ເມື່ອ restart ຫຼັງຈາກການຢຸດ, ຄວນເອົາໃຈໃສ່ກັບການຟື້ນຟູຄວາມກົດດັນເພື່ອຮັກສາຄວາມກົດດັນຂອງ winding ຄົງທີ່.
F. ການຕັ້ງຄ່າຄວາມກວ້າງຕົວແຍກທີ່ບໍ່ເຫມາະສົມ: ໃຫ້ແນ່ໃຈວ່າຄວາມກວ້າງຂອງຕົວແຍກຖືກຕັ້ງໃຫ້ເຫມາະສົມ, ໂດຍທົ່ວໄປແລ້ວຄວາມກວ້າງຂອງຜະລິດຕະພັນສໍາເລັດຮູບບວກກັບຄວາມຫນາຂອງແຜ່ນ.
3. Inner Diameter Arching
- ປະກົດການ: ໃນລະຫວ່າງການຂະບວນການ winding, ລວດເຫຼັກຢ່າງກະທັນຫັນສະແດງໃຫ້ເຫັນເສັ້ນຜ່າກາງພາຍໃນ arching ເມື່ອເອົາອອກຈາກເຄື່ອງ rewinding.
-Cause: ນີ້ມັກຈະກ່ຽວຂ້ອງກັບຄວາມກົດດັນ winding ຫຼາຍເກີນໄປ, ໂດຍສະເພາະໃນເວລາທີ່ການປຸງແຕ່ງແຜ່ນຫນາ.
- ການແກ້ໄຂ: ປັບຄວາມກົດດັນແລະຮັບປະກັນເຖິງແມ່ນວ່າຄວາມເຄັ່ງຕຶງເພື່ອຫຼີກເວັ້ນການເສັ້ນຜ່າສູນກາງໃນ arching.
1. ການງໍຄ້າຍຄືງູ (Sickle Bend)
- ປະກົດການ: ການຂັດເຮັດໃຫ້ທໍ່ເຫຼັກໂຄ້ງໃນທິດທາງຄວາມກວ້າງ.
- ສາເຫດແລະມາດຕະການໂຕ້ຕອບ:
A. ບັນຫາດ້ານວັດຖຸດິບ: ຄວາມກົດດັນທີ່ຕົກຄ້າງຢູ່ໃນທໍ່ແມ່ຈະຖືກປ່ອຍອອກມາຫຼັງຈາກການຕັດ. ມັນໄດ້ຖືກແນະນໍາໃຫ້ປະຕິບັດການບັນເທົາຄວາມກົດດັນໃນລະຫວ່າງການປຸງແຕ່ງວັດສະດຸ.
B. ບັນຫາ Burr: Burrs ເຮັດໃຫ້ເກີດຄວາມຫນາຂອງຂອບບໍ່ສະເຫມີກັນ. ຮັກສາເຄື່ອງມືແຫຼມໃນລະຫວ່າງການປຸງແຕ່ງເພື່ອຫຼີກເວັ້ນການ burrs.
C. ຊ່ອງຫວ່າງຂອງແຜ່ນໃບບໍ່ສະຫມໍ່າສະເຫມີ: ຮັບປະກັນຊ່ອງຫວ່າງຂອງແຜ່ນໃບຄ້າຍຄືເປັນເອກະພາບເພື່ອຫຼີກເວັ້ນການ stretching ຄວາມແຕກຕ່າງທີ່ເກີດຈາກຊ່ອງຫວ່າງຫຼາຍເກີນໄປຂະຫນາດໃຫຍ່ຫຼືຂະຫນາດນ້ອຍໃນບາງພື້ນທີ່.
D. ຄວາມກົດດັນດ້ານດຽວຂອງ recoiler: ຮັກສາຄວາມເຄັ່ງຕຶງໂດຍລວມ, ແລະປັບຕົວແຍກແລະແຜ່ນຄວາມກົດດັນເພື່ອຮັບປະກັນຄວາມສອດຄ່ອງ.
E. ຄູ່ມືດ້ານຂ້າງທີ່ແຫນ້ນເກີນໄປ: ປັບຄູ່ມືດ້ານຂ້າງໃຫ້ເຫມາະສົມໃນລະຫວ່າງການຕັດເພື່ອຫຼີກເວັ້ນການແຫນ້ນເກີນໄປ.
2. ຂອບຄື້ນ
- ປະກົດການ: ແຄມຂອງແຜ່ນເຫຼັກຜິດປົກກະຕິເນື່ອງຈາກການຍືດ.
- ສາເຫດແລະມາດຕະການໂຕ້ຕອບ:
A. ຄື້ນຟອງຂອບທີ່ເກີດຈາກ burrs: ເພີ່ມທະວີການຕິດຕາມ burr ແລະຈັດການກັບພວກມັນທັນທີ.
B. ຄວາມກົດດັນຫຼາຍເກີນໄປຈາກ roller ວັດແທກ: ປັບຕົວກໍານົດຄວາມກົດດັນຂອງ roller ເພື່ອປ້ອງກັນ overstretching.
C. ການສວມໃສ່ຂອງເຄື່ອງມືຕັດ: ເພື່ອຮັບປະກັນຄຸນນະພາບການຕັດ, ມັກຈະກວດເບິ່ງສະພາບເຄື່ອງມືຕັດ.
D. ຄວາມແຕກຕ່າງຂອງຄວາມສູງໃນຄູ່ມືຂ້າງ: ກວດເບິ່ງຄວາມສູງຂອງເຄື່ອງມືຕັດເປັນປະຈໍາເພື່ອຮັບປະກັນຄວາມສອດຄ່ອງ.
E. ການສວມຂອງ roller deflection ກ່ອນທີ່ຈະ recoiler ໄດ້: ເປັນປົກກະຕິວັດແທກການສວມໃສ່ຂອງ roller ດ້ານຫນ້າເພື່ອຮັບປະກັນຄວາມກົດດັນເປັນເອກະພາບ.
3. ແອວ
-Phenomenon: ຜ່ານ creases ປະກົດຢູ່ໃນທິດທາງ width ຂອງແຜ່ນເຫຼັກໄດ້.
- ສາເຫດແລະມາດຕະການໂຕ້ຕອບ:
A. ຮອຍແຕກທີ່ເກີດຈາກມີດຕັດ: ປັບຂະຫນາດຂອງແຫວນຢາງເພື່ອປ້ອງກັນບໍ່ໃຫ້ພວກມັນຖືກຈັບໂດຍເຄື່ອງມືຕັດ.
B. ບັນຫາຮູບຮ່າງຂອງວັດຖຸດິບ: ໃຊ້ເຄື່ອງປັບລະດັບສາມມ້ວນແລະດໍາເນີນການກວດສອບຄຸນນະພາບກ່ອນຂັ້ນຕອນການຕັດ.
C. ບັນຫາກັບ drum ຂະຫຍາຍແລະສັນຍາ: ຮັບປະກັນການຕິດຕໍ່ທີ່ດີລະຫວ່າງແຖບເຫຼັກແລະ drum ໃນຂະບວນການຂະຫຍາຍແລະສັນຍາເພື່ອຫຼີກເວັ້ນການບໍ່ສະເຫມີພາບ.
4. ເຄື່ອງໝາຍ Winding
- ປະກົດການ: ຄວາມບໍ່ສະໝ່ຳສະເໝີຂອງພື້ນຜິວຂອງການຂະຫຍາຍ ແລະ ການຫົດຕົວຂອງ drum ທີ່ສົ່ງຜົນກະທົບຕໍ່ຄຸນນະພາບຂອງລົມ.
- ມາດຕະການແກ້ໄຂ: ກວດສອບພື້ນທີ່ຂອງກອງຂະຫຍາຍແລະການເຮັດວຽກເປັນປົກກະຕິແລະປັບຫຼືປ່ຽນມັນທັນທີທັນໃດ.
5. ຮູຂຸມຂົນ
- ປະກົດການ: ມີຮອຍຍັບທີ່ປາກົດຢູ່ດ້ານຂອງແຜ່ນເຫຼັກ.
- ສາເຫດແລະການແກ້ໄຂ:
A. ບັນຫາເຈ້ຍເສັ້ນ: ຮັບປະກັນຄຸນນະພາບຂອງກະດາດ liner ແລະຫຼີກເວັ້ນການທັບຊ້ອນກັນແລະຮອຍຍັບ.
B. ບັນຫາແຫວນຢາງ: ກວດກາສະພາບຂອງແຫວນຢາງເປັນປະຈຳເພື່ອໃຫ້ແນ່ໃຈວ່າບໍ່ວ່າງ.
C. ການປັບຄວາມເຄັ່ງຕຶງທີ່ບໍ່ເຫມາະສົມ: ເສີມສ້າງການປັບຕົວຂອງແຜ່ນຄວາມກົດດັນເພື່ອປ້ອງກັນບໍ່ໃຫ້ເກີດຮອຍຫ່ຽວ.
ເມື່ອແກ້ໄຂບັນຫາສາຍ slitting ເຫຼັກຜິດປົກກະຕິ, ວິທີການລະບົບຄວນໄດ້ຮັບການຮັບຮອງເອົາ. ຂັ້ນຕອນຕໍ່ໄປນີ້ປົກກະຕິແລ້ວສາມາດປະຕິບັດຕາມ:
- ການບັນທຶກຂໍ້ມູນ: ການບັນທຶກສະພາບແວດລ້ອມການປະຕິບັດ, ທີ່ໃຊ້ເວລາ, ແລະການກໍານົດຕົວກໍານົດການໃນເວລາທີ່ການຜິດພາດເກີດຂຶ້ນ.
- ການກວດກາຢູ່ສະຖານທີ່: ດໍາເນີນການກວດກາສາຍຕາເພື່ອສັງເກດສະຖານະການເຮັດວຽກຂອງເຄື່ອງຕັດທໍ່ເຫຼັກ.
- ຕິດຕໍ່ສື່ສານກັບຜູ້ປະຕິບັດການ: ຂໍໃຫ້ຜູ້ປະຕິບັດການກ່ຽວກັບຂັ້ນຕອນການດໍາເນີນງານກ່ອນທີ່ຈະເກີດຄວາມຜິດປົກກະຕິ.
- ການແກ້ໄຂບັນຫາໂດຍຂັ້ນຕອນ: ກວດສອບບັນຫາທີ່ອາດເປັນຫນຶ່ງໂດຍການຈັດປະເພດຄວາມຜິດຂ້າງເທິງ.
- ການນໍາໃຊ້ເຄື່ອງມື: ການນໍາໃຊ້ເຄື່ອງມືທີ່ຈໍາເປັນແລະເຄື່ອງມືສໍາລັບການວັດແທກແລະການປັບ.
KINGREAL STEEL SLITTER ຫວັງວ່າໂດຍຜ່ານບົດຄວາມນີ້, ທ່ານສາມາດແກ້ໄຂບັນຫາຕ່າງໆໃນການດໍາເນີນງານຂອງແຜ່ນເຫຼັກຢ່າງມີປະສິດທິຜົນ.ສາຍ slitting ເຫຼັກແລະຮັບປະກັນການຜະລິດທີ່ຫມັ້ນຄົງແລະຢ່າງຕໍ່ເນື່ອງ. ການບໍາລຸງຮັກສາເປັນປົກກະຕິແລະການຝຶກອົບຮົມວິຊາຊີບຍັງເປັນມາດຕະການທີ່ສໍາຄັນເພື່ອປ້ອງກັນການຜິດປົກກະຕິ.