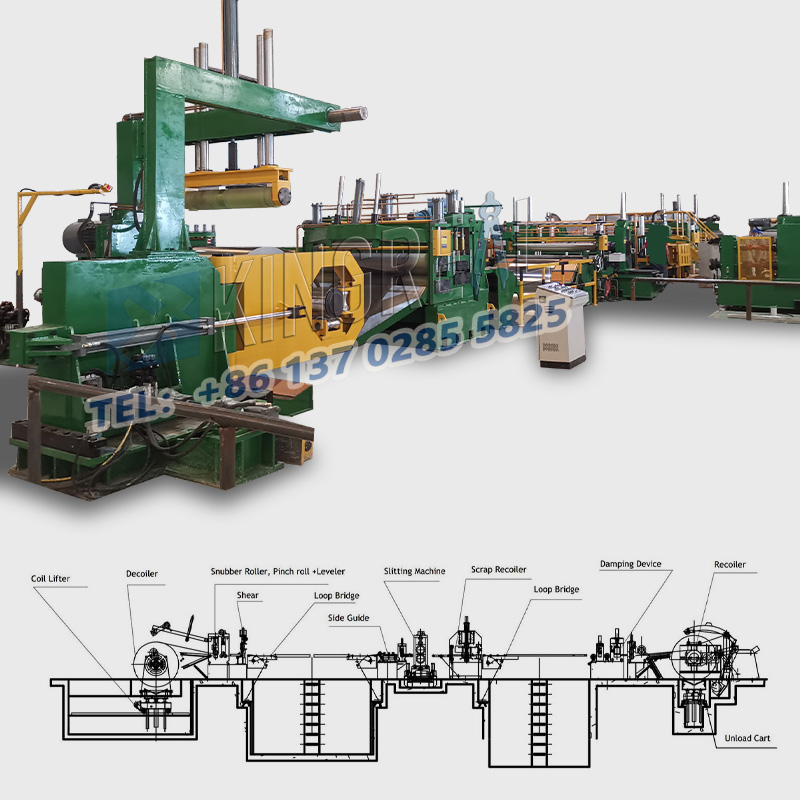
ເຄື່ອງຫຍິບໂລຫະຖືກນໍາໃຊ້ເພື່ອຜະລິດແຖບແຄບທີ່ຕອບສະຫນອງຄວາມຕ້ອງການຂອງລູກຄ້າເຊັ່ນ: ເຫຼັກ, ເຫຼັກ, ແລະ ppgi ໂດຍຜ່ານການເຊື່ອມຕໍ່, slitting, ແລະ realing. ສາຍ Slitting ໂລຫະເຫຼົ່ານີ້ແມ່ນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນການປຸງແຕ່ງໂລຫະ. ໃນຖານະເປັນການເຊື່ອມຕໍ່ທີ່ສໍາຄັນໃນການປຸງແຕ່ງຂອງໂລຫະທີ່ດີ, ເຄື່ອງຫຍິບໂລຫະເຊື່ອມຕໍ່ວັດຖຸດິບດ້ວຍຜະລິດຕະພັນສໍາເລັດຮູບລົງລຸ່ມ. ໃນບັນດາພວກເຂົາ, ຄວາມຕ້ອງການສາຍໂລຫະທີ່ລອກຢູ່ໃນທົ່ງນາເຊັ່ນ: ຊິ້ນສ່ວນລົດຍົນ, ຫອຍນາງລົມ, ແລະການຜະລິດທໍ່ແມ່ນແຂງແຮງໂດຍສະເພາະ.
ສະນັ້ນ, ເຂົ້າໃຈຂະບວນການ slitting ໂລຫະແລະການເຮັດໃຫ້ວິສາຫະກິດເພີ່ມປະສິດທິພາບຂັ້ນຕອນການຜະລິດ, ຫຼຸດຜ່ອນຄວາມຖືກຕ້ອງຂອງຜະລິດຕະພັນ, ແລະວາງພື້ນຖານການຜະລິດທີ່ມີປະສິດຕິພາບ. ໃນບົດຂຽນນີ້, ເຫຼັກເຫຼັກເຫຼັກກ້າສາມາດແນະນໍາຄວາມຮູ້ທີ່ສໍາຄັນຂອງເຄື່ອງຈັກຫຍິບໂລຫະແລະຂະບວນການເລື່ອນລົງຈາກຫ້າຄໍາແນະນໍາສໍາລັບທຸກຄົນ.

- ຫນ່ວຍບໍລິການທີ່ບໍ່ມີຄວາມລະອຽດສໍາລັບສາຍໂລຫະ
ເຄື່ອງຕົບແຕ່ງໄດ້ຖືກນໍາໃຊ້ເພື່ອປ່ອຍວົງເລັບຢ່າງສະອາດເຊັ່ນ: ລອກເອົາເຫຼັກແລະເສັ້ນອະລູມີນຽມ, ປ້ອງກັນບໍ່ໃຫ້ສາຍຮັດຈາກຄວາມເສີຍເມີຍຫຼືມີຄວາມກົດດັນທີ່ບໍ່ສະຫມໍ່າສະເຫມີ. ໂດຍທົ່ວໄປແລ້ວ, ຜູ້ທີ່ຕິດເຄື່ອງຕິດກັບເຄື່ອງຫຍິບໂລຫະປະກອບມີຊຸດສະຫນັບສະຫນູນຊຸດສະຫນັບສະຫນູນແລະລະບົບຄວບຄຸມຄວາມກົດດັນ. ເຄື່ອງຈັກຫຍິບໂລຫະບາງຫນ່ວຍກໍ່ມີອຸປະກອນສູນກາງທີ່ມີການປ່ຽນແປງແບບອັດຕະໂນມັດເພື່ອປັບຕົວເຂົ້າກັບວົງແຫວນໂລຫະທີ່ມີຄວາມກວ້າງແລະຄວາມຫນາແຕກຕ່າງກັນ.
- ຄູ່ມືການນໍາພາແລະຫນ່ວຍງານທີ່ມີລະດັບສໍາລັບສາຍໂລຫະ
ອຸປະກອນສາຍເຊືອກດ້ວຍຫນ່ວຍງານຊີ້ນໍາແລະລະດັບຈຸດປະສົງເພື່ອແກ້ໄຂແຜ່ນເຫຼັກແລະໂຄ້ງລົງໃນເວລາຂົນສົ່ງ, ນອກຈາກນັ້ນ, ຜົນກະທົບໃນລະດັບຈະສົ່ງຜົນກະທົບໂດຍກົງຂອງບໍລິສັດຂອງກະດານ slitting ສຸດທ້າຍ, ຫຼີກລ່ຽງແຄມຕັດທີ່ຫຍາບຄາຍທີ່ເກີດຈາກຄວາມບໍ່ເທົ່າທຽມກັນ
- Slitter ສໍາລັບສາຍໂລຫະ
ເຄື່ອງເລື່ອນໂລຫະຕັດໂລຫະໂລຫະກ່າງໂລຫະກວ້າງໃຫ້ເປັນເສັ້ນດ່າງແຄບຕາມຂະຫນາດ preset ຜ່ານມີດທີ່ມີຄວາມຜິດຫຼາຍຊຸດ. ໃນບັນດາພວກມັນ, ຄວາມຖືກຕ້ອງການປັບຂອງກຸ່ມມີດສະຫວ່າງເຄື່ອງຈັກຫຍິບໂລຫະແມ່ນປົກກະຕິແລ້ວ± 0.1mm. ອຸປະກອນການຂອງແຜ່ນໃບຄ້າຍຄືຈະຖືກຄັດເລືອກໂດຍວິສະວະກອນ slitter ຂອງກະສັດອີງຕາມລັກສະນະຂອງວັດຖຸປຸງແຕ່ງຂອງລູກຄ້າ, ເຊັ່ນ: ເຫຼັກທີ່ມີຄວາມໄວສູງ, ໂລຫະປະສົມ, ເຂົ້າກັນກັບໂລຫະທີ່ມີຄວາມແຂງແຮງ.
- ຫົວຫນ່ວຍລົມແຮງສໍາລັບເຄື່ອງຫຍິບໂລຫະ
ລອກເອົາໂລຫະແຄບຫຼັງຈາກທີ່ລອກອອກມາຢ່າງລະມັດລະວັງເພື່ອຄວາມສະດວກໃນການເກັບຮັກສາ, ການຂົນສົ່ງ, ການຂົນສົ່ງຫຼືໂດຍກົງໃນຂັ້ນຕອນການປຸງແຕ່ງຕໍ່ໄປ (ເຊັ່ນ: ສະແຕມ, ໂຄ້ງ). ຄວາມເຄັ່ງຕຶງທີ່ມີລົມແຮງຄວນຈະຖືກຈັບຄູ່ກັບຄວາມໄວໃນການຕັດເພື່ອປ້ອງກັນເສັ້ນດ່າງຈາກການຍືດແລະເສື່ອມໂຊມຫລືວ່າງໃນເວລາທີ່ມີຄວາມແຫນ້ນຫນາຂອງວັດສະດຸມ້ວນສໍາເລັດຮູບ.
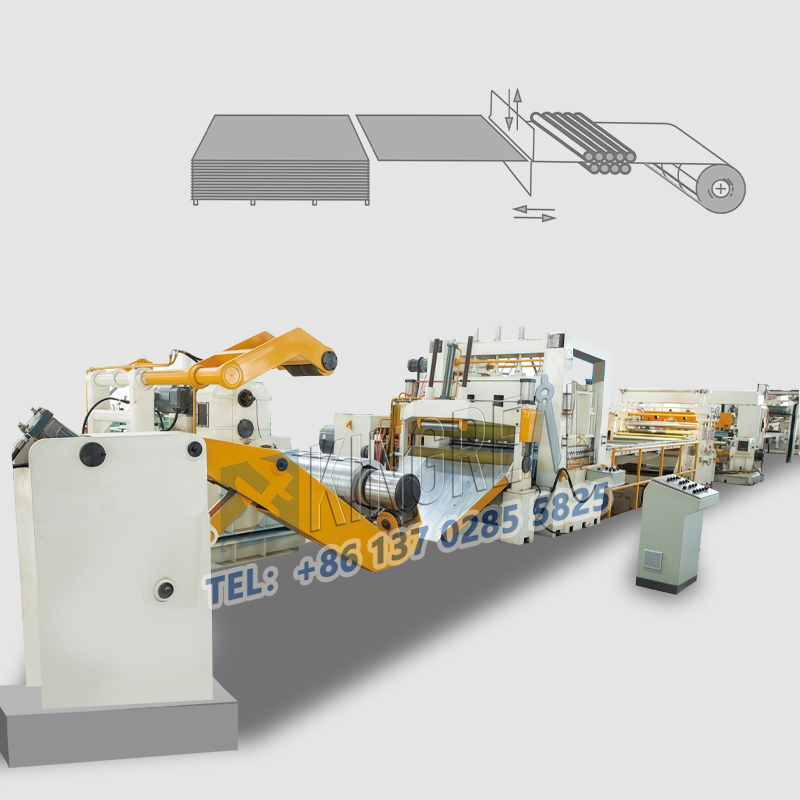
ຂັ້ນຕອນທີ 1: ການຕັ້ງຄ່າກວດກາແລະກໍານົດພາລາມິເຕີສໍາລັບເສັ້ນລອກໂລຫະ
ທົດສອບວັດສະດຸ (ເຊັ່ນ: ເຫຼັກກາກບອນ, ເຫຼັກກ້າ, ເຫຼັກ, ແລະອື່ນໆ), ຫນາ (ແລະກວ້າງຂອງວົງໂລຫະ, ແລະກົງກັບຕົວກໍານົດການທີ່ສອດຄ້ອງກັນຂອງສາຍເຊືອກ. ຕົວແປພາສາຊີ້ບັນຍັດເຊັ່ນ: ຄວາມກວ້າງຂອງຄວາມກວ້າງ, ຄວາມໄວທີ່ມີຄວາມໄວແລະຄວາມກົດດັນໃນລະບົບຄວບຄຸມອຸປະກອນ.
ຂັ້ນຕອນທີ 2: Unroll ແລະລະດັບສໍາລັບເສັ້ນໂລຫະ
ເລີ່ມຕົ້ນການອອກແບບທີ່ຈະປ່ອຍອຸປະກອນການສໍາຮອງ, ໃຫ້ສອດຄ່ອງກັບກົນໄກການນໍາພາ, ແລະກໍາຈັດຄວາມກົດດັນພາຍໃນໂດຍຜ່ານເສັ້ນທາງທີ່ມີລະດັບປະດາເພື່ອໃຫ້ມີຂະບວນການຕັດ.
ຂັ້ນຕອນທີ 3: ການລອກແບບທີ່ຊັດເຈນສໍາລັບເຄື່ອງຫຍິບໂລຫະ
ກຸ່ມມີດທີ່ເລື່ອນລົງດໍາເນີນການຕັດຕາມລວງຍາວໃນລະດັບປະລິນຍາຕີ, ແລະພ້ອມກັນແກ້ໄຂວົງຈອນຜ່ານກົນໄກທີ່ກົດດັນໃນເວລາຕັດໃນເວລາຕັດ. ຕິດຕາມຄຸນນະພາບການຕັດແຂບໃນເວລາຈິງ (ເຊັ່ນວ່າບໍ່ມີເຄື່ອງຫັດຖະກໍາແລະບໍ່ມີຄວາມກົດດັນຫລືຄວາມກົດດັນຫຼືຄວາມໄວຂອງເຄື່ອງມືທີ່ກໍານົດໄວ້ໃນຖານະເປັນສະຖານະການ.
ຂັ້ນຕອນທີ 4: realing ສໍາລັບເຄື່ອງ slitting ໂລຫະ
ເສັ້ນດ່າງແຄບຫຼັງຈາກທີ່ລອກໃສ່ກະລຸນາໃສ່ recoiler ຜ່ານ roller ຄູ່ມືແລະມີບາດແຜເປັນມ້ວນຕາມຄວາມກົດດັນ preset. ແບບຈໍານວນຫນຶ່ງມີເຄື່ອງໃຊ້ທີ່ມີການເຮັດວຽກແບບອັດຕະໂນມັດແລະຕິດສະຫຼາກ
 |
 |
ອີງຕາມຄວາມຮຽກຮ້ອງຕ້ອງການທີ່ແຕກຕ່າງຂອງລູກຄ້າ, ກະສັດ Slitter ເຫຼັກໄດ້ອອກແບບສາຍໂລຫະທີ່ມີໂລຫະປະເພດຕ່າງໆ. ຕໍ່ໄປນີ້ແມ່ນແຜນການຜະລິດສໍາລັບເຄື່ອງຫຍິບໂລຫະ.
ໂດຍວັດສະດຸໂລຫະ: ເຄື່ອງກອກນ້ໍາເຫລັກ, ເຄື່ອງຫຍິບລອກເຫຼັກ, ເຄື່ອງກອກນ້ໍາຊິລິໂຄນ, ເຄື່ອງກອກນ້ໍາທີ່ມີອາລູມີນຽມ
ໂດຍຄວາມຫນາດ້ານວັດຖຸ:ເຄື່ອງ slitting ຫນ້າຫວາດເຫັນ(0.2-3mm),ເຄື່ອງ slitting ຂະຫນາດກາງ(3mm-6mm),ເຄື່ອງກອກນ້ໍາຫນັກ(6-16mm).
ໂດຍລະດັບການອັດຕະໂນມັດ:ເຄື່ອງລວດລາຍແບບອັດຕະໂນມັດແບບອັດຕະໂນມັດ, ເສັ້ນລວດລາຍໂລຫະເຄິ່ງອັດຕະໂນມັດ.
ໂດຍການປັບແຕ່ງ:ເຄື່ອງ Slitting ຄວາມໄວສູງ, ເຄື່ອງ slitting ຫົວຊ້າສອງເທົ່າ, ເຄື່ອງກະຕຸ້ນສາຍແອວ.
ປັນຫາທີ 1: ເຕົາໄຟແລະແຄມ curled ປະກົດຂື້ນໃນເວລາຕັດແຂບ
ສາເຫດທີ່ເປັນໄປໄດ້: Blade Wear / Passivation, ການປັບທີ່ບໍ່ຖືກຕ້ອງຂອງແຜ່ນໃບຄ້າຍຄື, ແລະຄວາມບໍ່ສອດຄ່ອງກັນລະຫວ່າງຄວາມໄວຕັດແລະວັດສະດຸໂລຫະ.
ວິທີແກ້ໄຂ 1: ກວດກາເປັນປົກກະຕິສາຍເຊືອກແລະທົດແທນແຜ່ນໃບຄ້າຍຄື, recalibrate ແຜ່ນໃບຄ້າຍຄືແຜ່ນໃບຄ້າຍຄື, ແລະປັບຄວາມໄວໃນການຕັດຕາມຄວາມແຂງຂອງໂລຫະ.
ປັນຫາທີ 2: ການບ່ຽງເບນຫຼາຍເກີນໄປໃນຄວາມກວ້າງຂອງເສັ້ນດ່າງຫຼັງຈາກ slitting
ສາເຫດທີ່ເປັນໄປໄດ້: ການສູນກາງທີ່ບໍ່ຖືກຕ້ອງຂອງວົງ, ຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງຂອງກຸ່ມເຄື່ອງມື, ແລະການເຫນັງຕີງເຮັດໃຫ້ເກີດການເຄື່ອນໄຫວຂອງວົງ.
ວິທີແກ້ໄຂທີ 2: ກວດເບິ່ງຫນ້າທີ່ຂອງສູນການຊີ້ນໍາຂອງເຄື່ອງທີ່ມີໂລຫະ, ຄິດໄລ່ລະບົບຕໍາແຫນ່ງຂອງກຸ່ມ, ແລະເພີ່ມປະສິດທິພາບຂອງຕົວກໍານົດການຄວບຄຸມຄວາມຕຶງຄຽດ.
ຂັ້ນຕອນທີ 1: ການຕັ້ງຄ່າກວດກາແລະກໍານົດພາລາມິເຕີສໍາລັບເສັ້ນລອກໂລຫະ
ສາເຫດທີ່ເປັນໄປໄດ້: ຄວາມກົດດັນທີ່ບໍ່ພຽງພໍຫຼືບໍ່ພຽງພໍ, ຄວາມໄວທີ່ຫນ້າຕື່ນຕາຕື່ນໃຈແລະຄວາມໄວຕັດ, ຄວາມໄວຕັດ, ບໍ່ຄົບຖ້ວນຂອງວັດສະດຸທີ່ບໍ່ຄົບຖ້ວນ.
ວິທີແກ້ໄຂ: ປັບຄວາມເຄັ່ງຕຶງທີ່ມີຄ່າໃນຄວາມໄວທີ່ເຫມາະສົມ, ພ້ອມໆກັນຈະມີຄວາມໄວໃນການຕັດແລະລົມໄດ້, ແລະກວດເບິ່ງວ່າ roller shorlles ຂອງເຄື່ອງ slitting ໃນເຄື່ອງ Slitting Machine ແມ່ນສວມໃສ່.
* ການກວດກາຄຸນນະພາບຂອງຂະບວນການ slitting
ທົດສອບວັດສະດຸ (ເຊັ່ນ: ເຫຼັກກາກບອນ, ເຫຼັກກ້າ, ເຫຼັກ, ແລະອື່ນໆ), ຫນາ (ແລະກວ້າງຂອງວົງໂລຫະ, ແລະກົງກັບຕົວກໍານົດການທີ່ສອດຄ້ອງກັນຂອງ
ການກວດກາສາຍຕາ
ການທົດສອບການປະຕິບັດ: ກວດເບິ່ງວ່າຄຸນລັກສະນະກົນຈັກຂອງໂລຫະຫຼັງຈາກເລື່ອນລົງ (ເຊັ່ນຄວາມເຂັ້ມແຂງທີ່ເຄັ່ງຄັດ) ໄດ້ຮັບຄວາມເສຍຫາຍຍ້ອນການປຸງແຕ່ງ.
* ການບໍາລຸງຮັກສາປະຈໍາວັນຂອງເຄື່ອງຈັກຫຍິບໂລຫະ
ທໍາຄວາມສະອາດເປັນປົກກະຕິ: ເອົາສິ່ງເສດເຫຼືອຂອງໂລຫະອອກຈາກພາຍໃນຂອງສາຍເຊືອກເພື່ອປ້ອງກັນບໍ່ໃຫ້ມັນຖືກຕິດຢູ່ໃນສະພາແຫ່ງເຄື່ອງມືຫຼືຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງກົນໄກການນໍາພາ.
ການຫລໍ່ລື່ນສ່ວນປະກອບ: ນ້ໍາມັນທີ່ໃຊ້ໃນການເຄື່ອນຍ້າຍໄປເປັນປະຈໍາເຊັ່ນ: ຫມີຂອງກຸ່ມກໍານົດເຄື່ອງມືແລະການລອກເອົາ shafts (rewinding shaft
ການຮັກສາແຜ່ນໃບຄ້າຍຄື: ໂປໂລຍເປັນປົກກະຕິແລະປ່ຽນແທນໃບມີດ, ຫຼືປ່ຽນແທນພວກມັນຕາມລະດັບຂອງການສວມໃສ່ເພື່ອໃຫ້ມີຜົນກະທົບຕໍ່ບັນຫາທີ່ແຜ່ນໃບຄ້າຍຄື.
ການຫລໍ່ລື່ນສ່ວນປະກອບ: ນ້ໍາມັນທີ່ໃຊ້ໃນການເຄື່ອນຍ້າຍໄປເປັນປະຈໍາເຊັ່ນ: ຫມີຂອງກຸ່ມກໍານົດເຄື່ອງມືແລະການລອກເອົາ shafts (rewinding shaft