A ຕັດດ້ວຍເຫຼັກແມ່ນເຄື່ອງຈັກທີ່ໃຊ້ໃນການປຸງແຕ່ງອາຫານໂລຫະຜ່ານຂັ້ນຕອນຕ່າງໆເຊັ່ນ: ລະດັບ, ຂະຫນາດ, ແລະຕັດເປັນແຜ່ນທີ່ມີຄວາມຍາວທີ່ຕ້ອງການ, ແລະຫຼັງຈາກນັ້ນກໍ່ໃຫ້ພວກມັນສະກັດກັ້ນ. ຕັດເຫຼັກເພື່ອສາຍແອວແມ່ນເຫມາະສໍາລັບການປຸງແຕ່ງເຫຼັກທີ່ມີກາກບອນເຢັນແລະປະຕິກິລິຍາຮ້ອນ, ເຫຼັກກ້າ, ເຫລັກ, ເຫລັກ, ແລະວັດສະດຸໂລຫະທີ່ເຄືອບ. ຕັດເຫຼັກເພື່ອເຄື່ອງເຮັດໃຫ້ມີຄວາມຍາວປະເພດຕ່າງໆ, ຂື້ນກັບຄວາມຫນາແລະປະເພດຂອງວັດສະດຸທີ່ກໍາລັງດໍາເນີນການ, ພ້ອມທັງຄວາມຕ້ອງການຂອງລູກຄ້າປະສິດທິພາບຂອງລູກຄ້າ. ບົດຂຽນນີ້ຈະໃຫ້ພາບລວມລາຍລະອຽດຂອງແຕ່ລະດ້ານຂອງການຕັດເຫຼັກ, ໃຫ້ການນໍາພາຢ່າງຮອບດ້ານ.

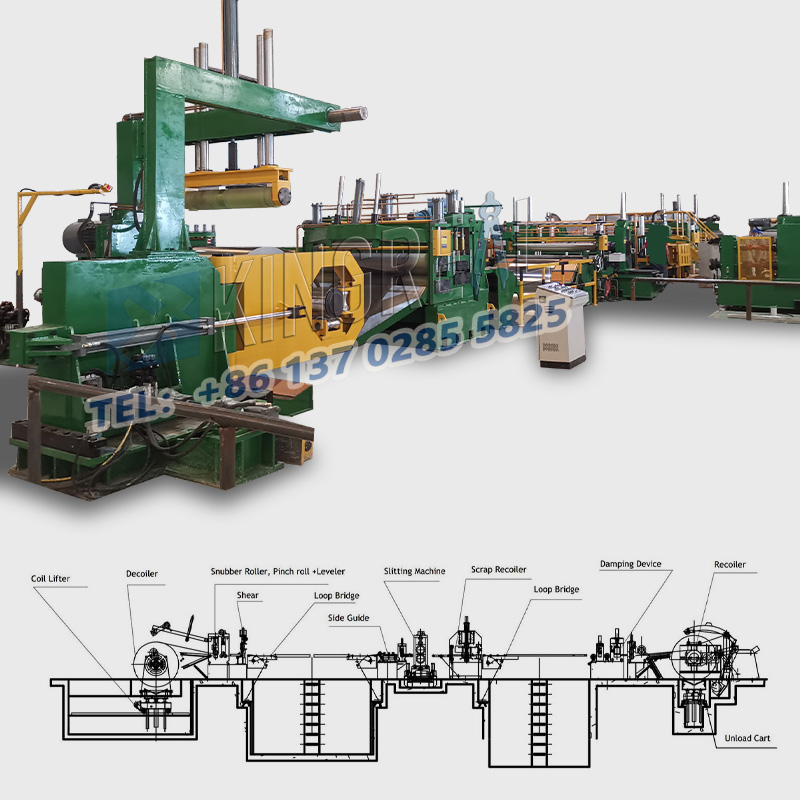
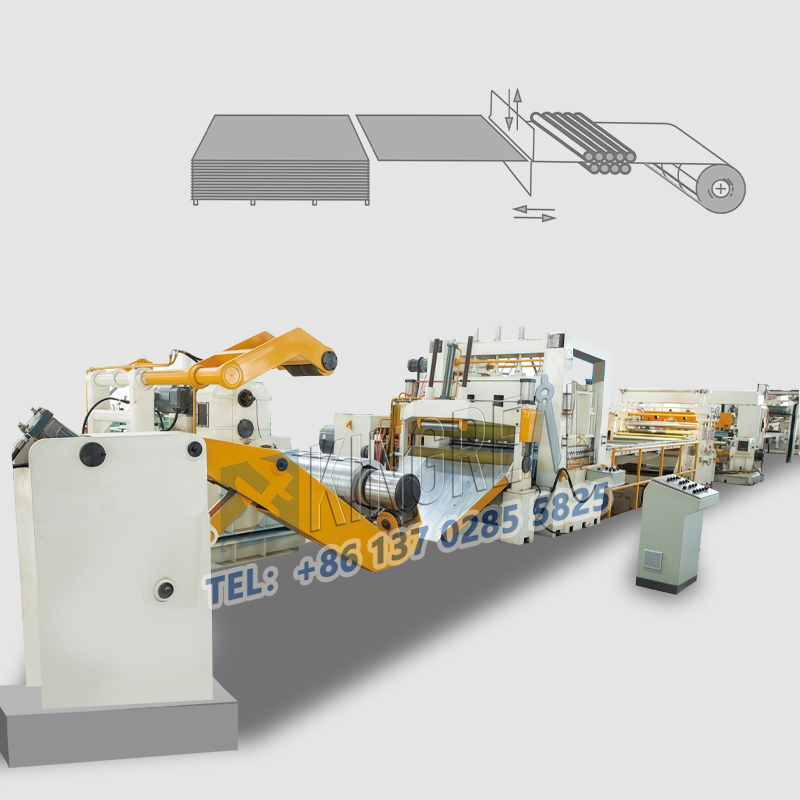
ຕັດເຫຼັກເພື່ອເຄື່ອງທີ່ມີຄວາມຍາວປະກອບດ້ວຍສ່ວນປະກອບດັ່ງຕໍ່ໄປນີ້:
ກໍາລັງໂຫລດລົດເຂັນສໍາລັບຕັດເຫລັກໃຫ້ສາຍຍາວ: ຂົນສົ່ງໂຄ້ງໄປຫາຜູ້ເນົ່າ.
ຜູ້ທີ່ຕົກແຕ່ງສໍາລັບການຕັດເຫຼັກເພື່ອເຄື່ອງຄວາມຍາວ: unwinds coil, ກະກຽມມັນເພື່ອການປຸງແຕ່ງຕໍ່ໄປ.
Αποδοτικότητα
ອາຫານສໍາລັບຕັດເຫຼັກເພື່ອເຄື່ອງຄວາມຍາວ: ຂົນສົ່ງແຜ່ນທີ່ລໍຖ້າຢູ່ໃນເຄື່ອງຕັດ.
ລະດັບສໍາລັບການຕັດເຫລັກໃຫ້ເສັ້ນຄວາມຍາວ: ຮັບປະກັນຄວາມຮາບພຽງຂອງແຜ່ນເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຕັດ.
ເຄື່ອງປັ່ນປ່ວນສໍາລັບການຕັດເຫຼັກເພື່ອເຄື່ອງຄວາມຍາວ: ຂົນສົ່ງແຜ່ນຕັດໄປຫາເຄື່ອງ Stacking. ອຸປະກອນວາງອຸປະກອນຢ່າງລະມັດລະວັງ stack sheared shears ສໍາລັບການປຸງແຕ່ງງ່າຍ.
ໃຊ້ການໂຫຼດແລະການຈັດຕໍາແຫນ່ງຄູ່ມື, ການຕັດກົນຈັກ, ກົນຈັກ, ແລະປະສິດທິພາບສູງ (≤20ຮອບວຽນ / ນາທີ). ພວກມັນເຫມາະສໍາລັບການປຸງແຕ່ງທີ່ກໍານົດແບບທີ່ມີຂະຫນາດນ້ອຍ, ສະເພາະແລະມີຫຼາຍຮູບທີ່ພົບໃນໂຮງງານຜະລິດແລະສ້ອມແປງຮ້ານຂາຍເຄື່ອງນ້ອຍ.

1. ການຈັດປະເພດໂດຍປະເພດວັດຖຸ
ສໍາລັບໂລຫະປະສົມທີ່ໃຊ້ດ້ວຍທາດກາກບອນແລະເຫຼັກທີ່ມີທາດກາກບອນແລະໂລຫະປະສົມຕ່ໍາ, ຄວາມຫນາທີ່ມີຄວາມຫນາໂດຍປົກກະຕິຈາກຂະຫນາດ 0.5 ຫາ 25 ມມ. ໂດຍມີເຄື່ອງມືຕັດສິນໃຈທີ່ມີຄວາມເຂັ້ມແຂງແລະອຸປະກອນໃນລະດັບສູງ, ພວກມັນຖືກນໍາໃຊ້ຕົ້ນຕໍໃນພື້ນທີ່ເຊັ່ນ: ໂຄງສ້າງເຫຼັກ, ແລະການຜະລິດເຄື່ອງຈັກ.
ການໃຊ້ເຄື່ອງມືທີ່ທົນທານຕໍ່ການໃສ່ເກີບ ພວກມັນເຫມາະສົມກັບໂປແກຼມທີ່ຕ້ອງການຄຸນນະພາບດ້ານສູງ, ເຊັ່ນ: ອຸປະກອນການແພດ, ແລະອຸປະກອນເຄມີ.
ໂລຫະທີ່ບໍ່ແມ່ນເຊື້ອໄຟທີ່ຖືກຕັດເປັນເສັ້ນຄວາມຍາວ:
ສິ່ງເຫຼົ່ານີ້ຕັດເປັນເຄື່ອງທີ່ມີຄວາມຍາວສາມາດໃຊ້ເພື່ອຕັດສາຍແຂນຂອງອາລູມິນຽມ, ທອງແດງແລະວັດສະດຸອື່ນໆເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງລູກຄ້າສະເພາະ. ສິ່ງເຫຼົ່ານີ້ຕັດເປັນເຄື່ອງທີ່ມີຄວາມຍາວແມ່ນມີໂດຍປົກກະຕິມີອຸປະກອນຕ້ານສະຖຽນລະພາບແລະລະບົບການຂົນສົ່ງທີ່ຍືດຫຍຸ່ນ. ພວກມັນເຫມາະສົມກັບໂປແກຼມ Aeronpace, ສ່ວນປະກອບເອເລັກໂຕຣນິກ, ແລະສໍາລັບການປຸງແຕ່ງແບດເຕີລີ່ໄຟຟ້າແລະກະດານວົງຈອນຄວາມຖີ່ສູງ.
 |
 |
 |
2. ການຈັດປະເພດໂດຍລະດັບອັດຕະໂນມັດ
ຕັດເຫຼັກທີ່ຖືກຕັດດ້ວຍເສັ້ນທາງຍາວ:
ໃຊ້ການໂຫຼດແລະການຈັດຕໍາແຫນ່ງຄູ່ມື, ການຕັດກົນຈັກ, ກົນຈັກ, ແລະປະສິດທິພາບສູງ (≤20ຮອບວຽນ / ນາທີ). ພວກມັນເຫມາະສໍາລັບການປຸງແຕ່ງທີ່ກໍານົດແບບທີ່ມີຂະຫນາດນ້ອຍ, ສະເພາະແລະມີຫຼາຍຮູບທີ່ພົບໃນໂຮງງານຜະລິດແລະສ້ອມແປງຮ້ານຂາຍເຄື່ອງນ້ອຍ.
ຕັດເຫຼັກເຄິ່ງອັດຕະໂນມັດໂດຍອັດຕະໂນມັດກັບເສັ້ນຄວາມຍາວ:
ການເປີດໃຊ້ແບບອັດຕະໂນມັດແລະການຈັດວາງແບບອັດຕະໂນມັດແລະຕັດ, ພ້ອມດ້ວຍລະບົບຄວບຄຸມ PLC ງ່າຍໆ, ໃຫ້ປະສິດທິພາບຂອງພືດ 30-50 / ນາທີແລະມີຂະຫນາດນ້ອຍແລະມີຂະຫນາດນ້ອຍແລະມີຂະຫນາດນ້ອຍແລະມີຂະຫນາດນ້ອຍ.
ການຕັດເຫຼັກໂດຍອັດຕະໂນມັດໂດຍອັດຕະໂນມັດໃນເຄື່ອງທີ່ມີຄວາມຍາວ:
ອັດຕະໂນມັດອັດຕະໂນມັດຂະບວນການທັງຫມົດ (ການລະບຸ, ລະດັບ, ການຂະຫຍາຍ, ການຫຍິບ, ແລະຕົບມື). ການນໍາໃຊ້ລະບົບ CNC (ເຊັ່ນ Siemens S7-300), ພວກມັນສາມາດບັນລຸປະສິດທິພາບສູງເຖິງ 80 ຮອບວຽນກັບຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງຂອງ± 0.3mm. ພວກມັນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນເຄື່ອງຈັກຜະລິດເຄື່ອງຈັກ, ສາຍການຜະລິດຂອງເຄື່ອງໃຊ້ໃນເຮືອນ, ແລະໂຮງງານສ້າງເຫຼັກຂະຫນາດໃຫຍ່.
3. ການຈັດປະເພດໂດຍຄວາມຖືກຕ້ອງຂອງການປະມວນຜົນ
ຕັດເຫຼັກທີ່ຊັດເຈນທໍາມະດາ
ການຕັດທີ່ທົນທານຕໍ່± 0.5mm / m, Flatness ≤3mm / m, ເຫມາະສໍາລັບແຜງກໍ່ສ້າງແລະສ່ວນປະກອບໂຄງສ້າງທົ່ວໄປ.
ຕັດເຫຼັກທີ່ມີຄວາມແມ່ນຍໍາສູງໃຫ້ເປັນເສັ້ນຄວາມຍາວ:
ການຕັດຄວາມທົນທານແມ່ນ± 0.1mm / m, ແປນ≤1mm / m. ຕັດເຫຼັກເຫຼົ່ານີ້ທີ່ຕັດເປັນເຄື່ອງທີ່ມີຄວາມຍາວໂດຍປົກກະຕິດ້ວຍລະບົບອາຫານ servo ແລະຕໍາແຫນ່ງເລເຊີ, ເຫມາະສໍາລັບການປົກຫຸ້ມຂອງລົດຍົນແລະເຄື່ອງມືທີ່ຊັດເຈນ.
ຕັດເຫຼັກທີ່ແຂງແຮງທີ່ສຸດໃນເສັ້ນຄວາມຍາວ:
ຄວາມທົນທານທີ່ທົນທານບໍ່ໄດ້≤± 0.05mm / m. ສາຍເຫຼົ່ານີ້ໃຊ້ການຂົນສົ່ງທາງອາກາດແລະ CNC Hydiculic Shearar, ເຫມາະສໍາລັບແຜງ Aerospace ແລະຊັ້ນຍ່ອຍ micropecticic.
4. ການຈັດປະເພດໂດຍວິທີການຕັດ
ການຕັດຫຍິບ Shearing ຕັດໃຫ້ເຄື່ອງຄວາມຍາວ:
ການນໍາໃຊ້ຄຸນສົມບັດກົນຈັກທີ່ຫນ້າເຊື່ອຖືສູງແລະລະບົບຄວບຄຸມທີ່ແກ່ແລະມີຄວາມສະເຫມີພາບເຫຼົ່ານີ້ຕັດເປັນປະສິດທິພາບສູງ, ຕັດດ້ວຍໂລຫະທີ່ມີຄຸນນະພາບສູງ. ພວກເຂົາມີຄວາມກະຕືລືລົ້ນຢ່າງຕໍ່ເນື່ອງ, ໄວ, ແລະລະດັບຂອງເສັ້ນທັງຫມົດ, ແລະຄວາມຖືກຕ້ອງທີ່ມີຄວາມຍາວສູງເຖິງຄວາມຍາວສູງ.
Sheary Shearing ຈະຖືກຕັດໃຫ້ເປັນເສັ້ນຄວາມຍາວ:
ການຫມູນວຽນຂອງ Rotary ຈະຖືກຕັດເປັນເຄື່ອງທີ່ມີຄວາມໄວທີ່ຈະຫມູນວຽນດ້ວຍຄວາມໄວສູງເພື່ອຕັດ, ກໍາຈັດເຄື່ອງຫມາຍທີ່ເກີດຈາກການຢຸດ. Rotary Shearing ຕັດໃຫ້ກັບເຄື່ອງຄວາມຍາວແມ່ນເຫມາະສໍາລັບການດໍາເນີນງານທີ່ຕ້ອງການຄຸນນະພາບດ້ານຫນ້າສູງ.
swing shearing ຕັດກັບເຄື່ອງຍາວ:
ປ່ຽນເຄື່ອງມືໄດ້ຢ່າງງ່າຍດາຍແລະສົມທົບກັບມຸມ swncing ທີ່ຊັດເຈນເພື່ອບັນລຸໂລຫະທີ່ມີຄວາມສູງຂອງໂລຫະແຜ່ນທີ່ມີຮູບຊົງພິເສດ. ດ້ວຍລະດັບປະທັບໃຈຂອງ 0-30 °, ມັນເຫມາະສົມສໍາລັບການຜະລິດຮູບສີ່ຫລ່ຽມ, trapezoidal, ແລະໂລຫະປະຊຸມຂະຫນານ, ແລະໂລຫະຂະຫນານ.
ການຕັດຄົງທີ່ຈະຖືກຕັດເປັນເສັ້ນຄວາມຍາວ:
ການຕັດຫຍິບແບບຄົງທີ່ຕັດເປັນເຄື່ອງລ້ຽວຢຸດຢຸດການໃຫ້ອາຫານໃນຄວາມຍາວຂອງ preset ເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງຂອງການຕັດຄວາມຖືກຕ້ອງ. ເພາະສະນັ້ນ, ເມື່ອປຽບທຽບກັບປະເພດເຫຼັກປະເພດອື່ນໆທີ່ຕັດເປັນເຄື່ອງທີ່ມີຄວາມຍາວ, ເຄື່ອງປະເພດນີ້ມີຄວາມໄວໃນການຜະລິດຊ້າລົງ.
 |
 |
 |
ເມື່ອເລືອກຕັດດ້ວຍເຫຼັກ, ມັນໄດ້ຖືກແນະນໍາໃຫ້ສຸມໃສ່ໃນພາລາມິເຕີຕໍ່ໄປນີ້:
- ຄວາມເຂົ້າກັນໄດ້ທີ່ເຂົ້າກັນໄດ້ສໍາລັບການຕັດເຫລັກໃຫ້: ຕັດເຫຼັກເພື່ອວົງຈອນເຄື່ອງທີ່ມີຄວາມຍາວຕ້ອງກົງກັບຄວາມໄວຂອງການຜະລິດທີ່ຢູ່ໃນການຜະລິດ.
-tool ຄວາມເຂົ້າກັນໄດ້ສໍາລັບການຕັດເຫລັກໃຫ້: ວັດສະດຸທີ່ແຜ່ນໃບຄ້າຍຄືມາດຕະຖານ HRC58-62, ພ້ອມດ້ວຍ Cr12MOV ຫຼື DC53 ເປັນທາງເລືອກທີ່ຕ້ອງການ.
-Controro System ສໍາລັບການຕັດເຫຼັກເພື່ອເຄື່ອງ PLC: ລະບົບ PLC ຮອງຮັບ Modbus-TCP ແມ່ນແນະນໍາໃຫ້ຮັບປະກັນການເຊື່ອມໂຍງກັບລະບົບ MESLess.
-safety ສໍາລັບເຫລັກທີ່ມີຄວາມຍາວ: ອຸປະສັກແສງສະຫວ່າງສອງຖັນຄວນຕອບສະຫນອງຄະແນນ IP67, ແລະເວລາຕອບສະຫນອງເວລາຫນ້ອຍກວ່າ 0.1 ວິນາທີເພື່ອຮັບປະກັນການດໍາເນີນງານທີ່ປອດໄພ.
- ຄວາມສາມາດໃນການຕັດເຫລັກເພື່ອເຄື່ອງຄວາມຍາວ: ຜູ້ສະຫນອງທີ່ມີຄຸນນະພາບສູງຄວນຈະສາມາດສະຫນອງເສັ້ນຜ່າສູນກາງມ້ວນທີ່ມີຄວາມສຸກ (ຕັ້ງແຕ່ø80-160mm) ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງລູກຄ້າທີ່ຫຼາກຫຼາຍ.
ລັກສະນະຕໍ່ໄປນີ້ຄວນໄດ້ຮັບການເນັ້ນຫນັກໃນລະຫວ່າງການຄຸ້ມຄອງຊີວິດທີ່ເຕັມໄປດ້ວຍຕັດເຫຼັກ:
- ການກວດກາເຫຼັກສໍາລັບເຄື່ອງຕັດຫຍິບ: ເຄື່ອງຫມາຍຄວາມຍາວ:
ສໍາລັບການບໍາລຸງຮັກສາເຫຼັກກ້າສໍາລັບການຕັດເຫລັກໃຫ້: ທົດແທນນໍ້າມັນໃນບ່ອນເຮັດວຽກມ້ວນ; ແນະນໍາໃຫ້ໃສ່ນ້ໍາມັນທີ່ອີງໃສ່ Lithium-2.
ການກວດກາການກວດກາທີ່ມີຄວາມຫມາຍສໍາລັບການຕັດເຫຼັກສໍາລັບເຄື່ອງຈັກທີ່ມີຄວາມຍາວ: coaxiality LOWERING ROWNERN ຕ້ອງມີລະດັບຕໍ່າກວ່າ 0.02 ມມ, ແລະເຄື່ອງເຂົ້າລະຫັດ servo ຕ້ອງໄດ້ຮັບການວັດແທກ.
ການຕິດຕາມກວດກາທີ່ໃຊ້ສໍາລັບຕັດເຫຼັກໃຫ້: ຕິດຕັ້ງສັນຍາລັກ Vibration ແລະກໍານົດຂອບເຂດທີ່ຜິດປົກກະຕິ (A.g. , A.g. , A.g.