ຄວາມຖືກຕ້ອງຂອງອຸປະກອນມີບົດບາດສໍາຄັນໃນຂັ້ນຕອນການຜະລິດຂອງແຜ່ນໂລຫະຕັດດ້ວຍເຄື່ອງຍາວ.
ບົດຂຽນນີ້ຈະບໍ່ມີຮູບພາບຕ່າງໆຂອງໂລຫະທີ່ຖືກຕ້ອງ, ມີຄຸນນະພາບແລະການຮັກສາດ້ານເຄື່ອງມື, ແລະການເປີດເຜີຍຄວາມລຶກລັບຂອງໂລຫະທີ່ມີຄຸນນະພາບຂອງເຄື່ອງຕັດ.

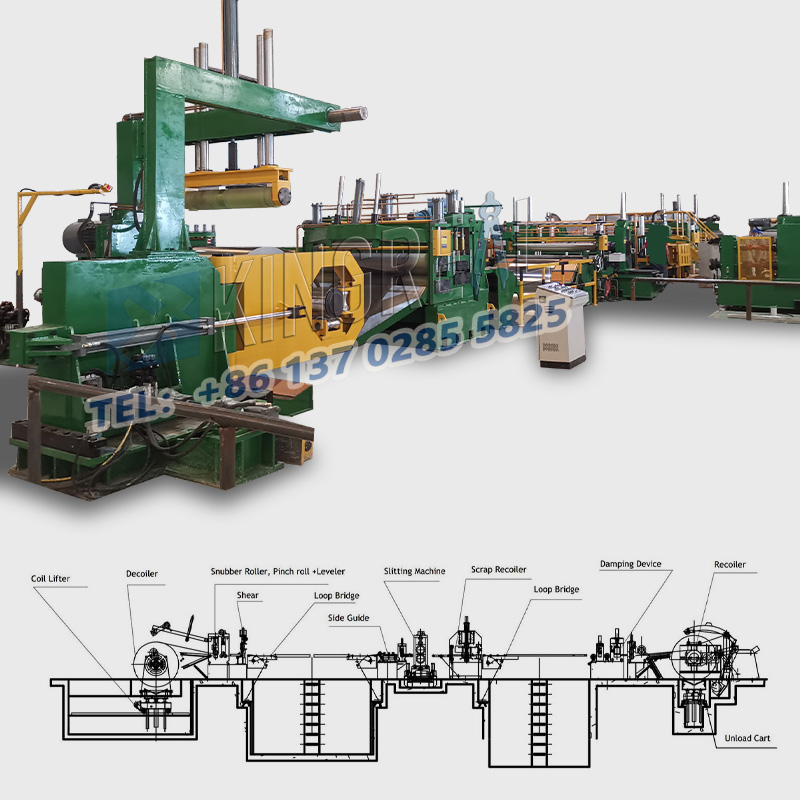
(1) ຄວາມຖືກຕ້ອງຂອງໂຄງສ້າງກົນຈັກສໍາລັບແຜ່ນໂລຫະຕັດເປັນເຄື່ອງຍາວ
ໂຄງສ້າງກົນຈັກຂອງ aແຜ່ນໂລຫະຕັດກັບເສັ້ນຄວາມຍາວລະບົບການໃຫ້ອາຫານທີ່ຫມັ້ນຄົງແມ່ນສິ່ງທີ່ຈໍາເປັນສໍາລັບຮັບປະກັນເອກະພາບແລະການໃຫ້ອາຫານທີ່ຖືກຕ້ອງເຂົ້າໃນ
челична машина за сечена должина, челик сече на должина линија
bobina txikitzeko makina sinpleak
ຍົກຕົວຢ່າງ, ສໍາລັບແຜ່ນທອງແດງບາງໆທີ່ຕ້ອງການສໍາລັບສ່ວນປະກອບເອເລັກໂຕຣນິກທີ່ມີຄວາມແມ່ນຍໍາ, ຄູ່ມືລົດໄຟທີ່ຖືກຕ້ອງແລະຄວາມຕ້ອງການດ້ານຄວາມຖືກຕ້ອງຂອງສະຖານະພາບສູງທີ່ສຸດ. ການບ່ຽງເບນຢ່າງເລັກນ້ອຍສາມາດສົ່ງຜົນໃຫ້ມີຂະຫນາດ foil ທອງແດງທີ່ບໍ່ມີເຫດຜົນ, ເຊິ່ງເຮັດໃຫ້ພື້ນຖານມີຜົນກະທົບຕໍ່ການປະຕິບັດງານຂອງສ່ວນປະກອບເອເລັກໂຕຣນິກ.
(2) ຄວາມຖືກຕ້ອງຂອງລະບົບຄວບຄຸມໄຟຟ້າສໍາລັບແຜ່ນໂລຫະຕັດເປັນເຄື່ອງຍາວ
ລະບົບຄວບຄຸມໄຟຟ້າຂອງແຜ່ນໂລຫະຕັດເປັນລະບຽບເສັ້ນຄວາມຍາວຄວບຄຸມຕົວກໍານົດການຂອງອຸປະກອນ. ຄວາມຖືກຕ້ອງຂອງມັນມີຜົນກະທົບໂດຍກົງຕໍ່ຄວາມໄວຂອງອາຫານແລະການຕັດຕໍາແຫນ່ງ.
ການຄວບຄຸມມໍເຕີ Servo ທີ່ຖືກຕ້ອງແມ່ນມີຄວາມສໍາຄັນຫຼາຍໃນລະຫວ່າງການປະມວນຜົນຂອງເຄື່ອງຈັກ, ໂດຍສະເພາະແມ່ນມາດຕະຖານຂອງການປະກອບລົດໃຫຍ່
ຍິ່ງໄປກວ່ານັ້ນສໍາຄັນແມ່ນຄວາມໄວຕອບຂອງລະບົບຄວບຄຸມ. ການຕອບຮັບທີ່ວ່ອງໄວແລະຖືກຕ້ອງຊ່ວຍໃຫ້ມີການປັບຕົວກັບແຜ່ນໂລຫະທີ່ທັນເວລາຕັດໃຫ້ສະພາບການເຮັດວຽກຂອງເຄື່ອງຈັກ, ຫລີກລ້ຽງບັນຫາທີ່ມີຄຸນນະພາບທີ່ເກີດຈາກການຊັກຊ້າ.
(1) ເຄື່ອງມືເລືອກວັດສະດຸເຄື່ອງມືສໍາລັບການຕັດແຜ່ນ
ໃນແຜ່ນໂລຫະຕັດກັບສາຍຍາວ, ການຄັດເລືອກວັດສະດຸເຄື່ອງມືຕ້ອງອີງໃສ່ຄຸນລັກສະນະຂອງຈານທີ່ກໍາລັງປຸງແຕ່ງ.
ເຄື່ອງມືເຫຼັກກ້າທີ່ມີຄວາມໄວສູງແມ່ນເຫມາະສົມສໍາລັບແຜ່ນເຫຼັກທີ່ອ່ອນໆທົ່ວໄປນັບຕັ້ງແຕ່ພວກມັນສະຫນອງການຕັດທີ່ດີແລະລາຄາທີ່ເຫມາະສົມ. ແຕ່ເຄື່ອງມື Carbide ແມ່ນມີຄວາມຈໍາເປັນໃນການເຮັດວຽກທີ່ເຄັ່ງຄັດຂື້ນເຊັ່ນ: ສະແຕນເລດແລະເຫຼັກໂລຫະປະສົມ.
ຄວາມແຂງກະດ້າງທີ່ຍິ່ງໃຫຍ່ຂອງພວກເຂົາແລະການຕໍ່ຕ້ານກັບຄວາມຕ້ານທານກັບເຄື່ອງມືທີ່ມີຄວາມສຸກແລະຮັບປະກັນຄຸນນະພາບຕັດ.
ການປຸງແຕ່ງແຜ່ນ Aerospace Endo Sections ຈໍາເປັນຕ້ອງມີວັດສະດຸເຄື່ອງມືທີ່ເຄັ່ງຄັດກວ່າເກົ່າ, ຕ້ອງໃຊ້ອຸປະກອນເຄື່ອງມື Ultrahard ສະເພາະແລະຄວາມເຄັ່ງຄັດຂອງໂລແມນຕິກ.
(2) ການກະກຽມ Edge Edge ສໍາລັບແຜ່ນໂລຫະຕັດເປັນເຄື່ອງຍາວ
ຄຸນນະພາບຂອງພື້ນຜິວທີ່ນາງໄດ້ຮັບອິດທິພົນຫຼາຍໂດຍ Edge ຂອງເຄື່ອງມືທີ່ມີຄວາມຄົມຊັດແລະຂອບຂອງເຄື່ອງມືຕັດທີ່ດີທີ່ສຸດທີ່ຈະຫຼຸດຜ່ອນເຕົາໄຟແລະນ້ໍາຕາໃນເວລາຫຼຸດຜ່ອນໂລຫະ.
ຮັບປະກັນການປະສົມປະສານສະຖາປັດຕະຍະກໍາ, ເຖິງແມ່ນວ່າ,
ຍິ່ງໄປກວ່ານັ້ນ, ຫ້ອງມືການຕັດເຄື່ອງມືຕ້ອງໄດ້ຮັບການປັບຕາມຄວາມຫນາແລະວັດສະດຸທີ່ຈະກະຈາຍຄວາມເຂັ້ມຂົ້ນຂອງແຮງທີ່ສາມາດເຮັດໃຫ້ເກີດຄວາມເຂັ້ມແຂງຂອງໂລຫະ.
(3) ການບໍາລຸງຮັກສາເຄື່ອງມືແລະການທົດແທນສໍາລັບແຜ່ນໂລຫະຕັດໃຫ້ເຄື່ອງສາຍ
ການບໍາລຸງຮັກສາແລະການດູແລຂອງເຄື່ອງມືປົກກະຕິ, ເຊັ່ນ: ການເຮັດຄວາມສະອາດແລະນ້ໍາມັນ, ສາມາດປ້ອງກັນການກັດກ່ອນແລະການສວມໃສ່ຢ່າງມີປະສິດທິຜົນ.
ເຄື່ອງມືໃສ່ເຄື່ອງມືແລະການທົດແທນເຄື່ອງມືສວມຢ່າງຮຸນແຮງໃຫ້ມີຄວາມສໍາຄັນໃນການຮັບປະກັນຢ່າງຕໍ່ເນື່ອງແລະຫມັ້ນຄົງຂອງແຜ່ນໂລຫະທີ່ຖືກຕັດອອກເປັນເສັ້ນຍາວ. ໂດຍທົ່ວໄປແລ້ວ, ການທົດແທນເຄື່ອງມືຄວນໄດ້ຮັບການພິຈາລະນາໃນເວລາທີ່ຕັດເສື້ອຍືດທີ່ແນ່ນອນ
ສືບຕໍ່ນໍາໃຊ້ເຄື່ອງມືທີ່ສວມໃສ່ຫຼາຍເກີນໄປສາມາດເຮັດໃຫ້ຄຸນນະພາບຂອງການຕັດຫຍິບ, ນໍາໄປສູ່ຄວາມແຕກຕ່າງຂອງມິຕິແລະການເພີ່ມຂື້ນຂອງ burrs.
(1) ການໃຫ້ອາຫານສະຖຽນລະພາບຂອງລະບົບສໍາລັບແຜ່ນໂລຫະທີ່ຖືກຕັດເປັນເສັ້ນຄວາມຍາວ
ລະບົບການໃຫ້ອາຫານທີ່ຫມັ້ນຄົງແມ່ນສິ່ງທີ່ຈໍາເປັນສໍາລັບຮັບປະກັນເອກະພາບແລະການໃຫ້ອາຫານທີ່ຖືກຕ້ອງເຂົ້າໃນແຜ່ນໂລຫະຕັດກັບເຄື່ອງຍາວ.
ຄວາມຫຍາບຄາຍແລະຄວາມຮອບດ້ານຂອງເຄື່ອງມ້ວນອາຫານສາມາດສົ່ງຜົນກະທົບຕໍ່ການຂົນສົ່ງເອກະສານທີ່ລຽບງ່າຍ. ເອກະສານຈະສັ່ນສະເທືອນໃນລະຫວ່າງການຂົນສົ່ງຖ້າຫາກວ່າ rollers feed ແມ່ນຫຍາບຫຼືບໍ່ໄດ້ຕະຫຼອດຫຼືບໍ່ພຽງພໍ, ເຮັດໃຫ້ມີການປ່ຽນແປງຂອງ Shear.
ຍິ່ງໄປກວ່ານັ້ນ, ຄວາມຫມັ້ນຄົງ torque ຂອງມໍເຕີອາຫານແມ່ນມີຄວາມສໍາຄັນ; ການປ່ຽນແປງໃນການຂັບຂີ່ໄຟແຮງບິດສາມາດເຮັດໃຫ້ອັດຕາອາຫານທີ່ຜິດປົກກະຕິ.
ຍົກຕົວຢ່າງ, ລະບົບການໃຫ້ອາຫານທີ່ຫມັ້ນຄົງທີ່ສຸດແມ່ນມີຄວາມຈໍາເປັນໃນເວລາປຸງແຕ່ງແຜ່ນເຫຼັກທີ່ມີຮູບຊົງສໍາລັບຮັບປະກັນຄວາມແມ່ນຍໍາສະຫມໍ່າສະເຫມີ.
(2) ຄວາມຖືກຕ້ອງຂອງອຸປະກອນການວາງຕໍາແຫນ່ງສໍາລັບແຜ່ນໂລຫະຕັດໃຫ້ມີເສັ້ນຄວາມຍາວ
ອຸປະກອນການຈັດຕໍາແຫນ່ງທີ່ຊັດເຈນຮັບປະກັນວ່າແຜ່ນໄດ້ຖືກວາງຢູ່ຢ່າງຖືກຕ້ອງກ່ອນທີ່ຈະຕັດ. ຄວາມຖືກຕ້ອງຂອງອຸປະກອນຕໍາແຫນ່ງຄວນໄດ້ຮັບການປັບຕາມຄວາມຕ້ອງການທີ່ມີຄວາມແມ່ນຍໍາໃນການປຸງແຕ່ງຂອງເອກະສານ, ໂດຍທົ່ວໄປແມ່ນ± 0.1mm ເຖິງ± 0.5 ມມ.
ວິທີການຕໍາແຫນ່ງທົ່ວໄປປະກອບມີຕໍາແຫນ່ງກົນຈັກແລະຕໍາແຫນ່ງ photoelectric. ການຈັດຕໍາແຫນ່ງກົນຈັກສະເຫນີໂຄງສ້າງທີ່ລຽບງ່າຍແຕ່ມີຄວາມຖືກຕ້ອງຕ່ໍາຂ້ອນຂ້າງ, ໃນຂະນະທີ່ຕໍາແຫນ່ງຮູບຖ່າຍສະຫນອງຄວາມຖືກຕ້ອງແລະຄວາມໄວສູງກວ່າ.
ໃນເວລາທີ່ການປຸງແຕ່ງເອກະສານສໍາລັບອົງປະກອບເຄື່ອງມືທີ່ມີຄວາມແມ່ນຍໍາ, ອຸປະກອນຕໍາແຫນ່ງຮູບຖ່າຍມັກຈະຖືກນໍາໃຊ້ເພື່ອຮັບປະກັນການວາງຕໍາແຫນ່ງເອກະສານທີ່ຖືກຕ້ອງແລະປັບປຸງຄຸນນະພາບຂອງຜະລິດຕະພັນທີ່ຖືກຕ້ອງ.
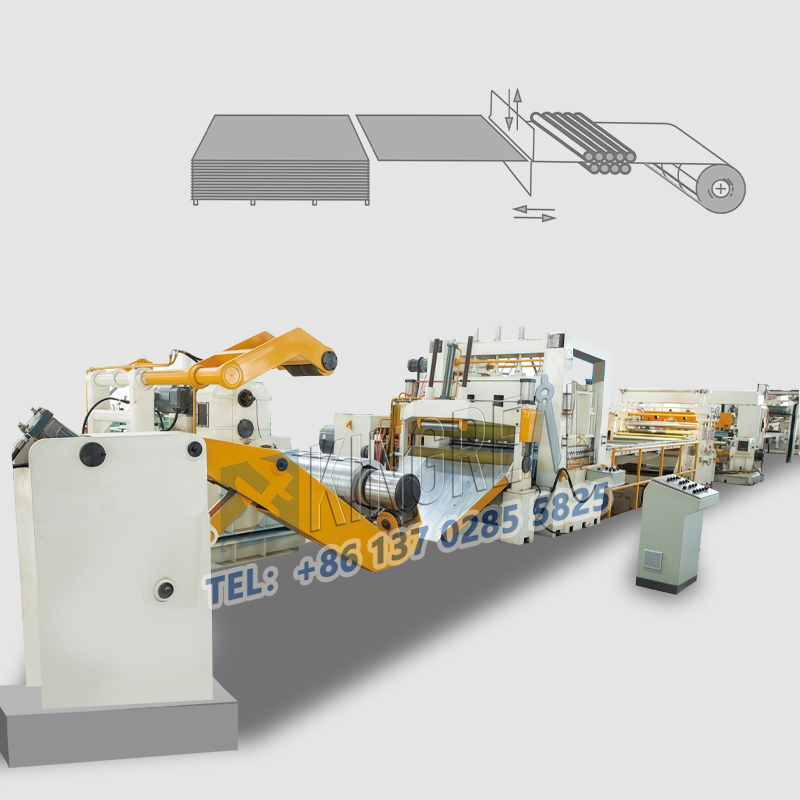
(1) ການປັບຄວາມໄວຂອງ Shear ສໍາລັບແຜ່ນໂລຫະທີ່ຖືກຕັດໃຫ້ກົນຈັກ
ໃນເວລາທີ່ການປຸງແຕ່ງແຜ່ນທີ່ມີອາລູມີນຽມ, ເນື່ອງຈາກຄວາມອ່ອນຂອງມັນ, ມີຄຸນຄ່າທີ່ນ້ອຍກວ່າສາມາດນໍາໃຊ້ໄດ້. ເຖິງຢ່າງໃດກໍ່ຕາມ, ໃນເວລາທີ່ປະມວນຜົນເຫຼັກຫນັກ, ຕ້ອງມີຊ່ອງຫວ່າງ Shear ທີ່ໃຫຍ່ກວ່າ.
ສໍາລັບຜ້າຄຸມທີ່ຫນາກວ່າຫຼື tougher, ເຖິງແມ່ນວ່າ, ໄວເກີນໄປທີ່ຈະມີຄວາມໄວສູງເກີນໄປແລະຍົກລະດັບເຄື່ອງມື. ສໍາລັບແຜ່ນເຫຼັກທີ່ມີຄວາມເຂັ້ມແຂງທີ່ມີຄວາມຫນາຂອງ 5 ມມ, ຄວາມໄວຂອງ Shear ຄວນໄດ້ຮັບການຫຼຸດລົງເປັນ 10-20 ເສັ້ນເລືອດຕັນໃນຕໍ່ນາທີ.
(2) ການຕັ້ງຄ່າ Shear Gap ສໍາລັບໂລຫະທີ່ຖືກຕັດເປັນເສັ້ນຄວາມຍາວ
ຊ່ອງຫວ່າງຂອງ Shear ຫມາຍເຖິງໄລຍະຫ່າງລະຫວ່າງເຄື່ອງມືຕັດດ້ານເທິງແລະລຸ່ມ. ຂະຫນາດຂອງມັນມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ຄຸນນະພາບຂອງພື້ນຜິວຂອງນາງແລະຊີວິດຂອງເຄື່ອງມືຕັດ.
ຊ່ອງຫວ່າງທີ່ນ້ອຍເກີນໄປຈະເລັ່ງໃສ່ເຄື່ອງມືໃສ່ເຄື່ອງມື, ໃນຂະນະທີ່ຊ່ອງຫວ່າງໃຫຍ່ເກີນໄປຈະເຮັດໃຫ້ເກີດແລະນ້ໍາຕາຢູ່ເທິງຫນ້າຜັງ.
ໂດຍທົ່ວໄປແລ້ວ, ຊ່ອງຫວ່າງ Shear ຄວນຖືກກໍານົດເປັນ 5% -10% ຂອງຄວາມຫນາຂອງແຜ່ນ (ມູນຄ່າສະເພາະແມ່ນຂື້ນກັບວັດສະດຸ).
ໃນເວລາທີ່ການປຸງແຕ່ງແຜ່ນທີ່ມີອາລູມີນຽມ, ເນື່ອງຈາກຄວາມອ່ອນຂອງມັນ, ມີຄຸນຄ່າທີ່ນ້ອຍກວ່າສາມາດນໍາໃຊ້ໄດ້. ເຖິງຢ່າງໃດກໍ່ຕາມ, ໃນເວລາທີ່ປະມວນຜົນເຫຼັກຫນັກ, ຕ້ອງມີຊ່ອງຫວ່າງ Shear ທີ່ໃຫຍ່ກວ່າ.